Le monete bimetalliche destinate alla circolazione, vale a dire le monete coniate su un tondello composto da due metalli o leghe differenti, sono state introdotte per la prima volta nel 1982, e proprio in Italia, anche se si conosco delle monete bimetalliche sperimentali risalenti anche ad alcuni secoli prima. In Italia la prima moneta bimetallica è stata la moneta da 500 lire, introdotta appunto a partire dal 1982. L’impiego di due metalli è nato dall’esigenza di rendere più difficoltosa la falsificazione e quindi di poter usare le monete metalliche anche per valori facciali più elevati.
Come intuitivo, il tondello è composto dall’unione di due distinti tondelli: il tondello o corona esterna in acmonital, con un foro al centro (prodotto dalla società Nuova Sias S.p.A.) ed il tondello interno o disco centrale in bronzital (prodotto da La Metalli Industriale S.p.A.), di dimensioni leggermente inferiori al foro del tondello esterno.

In particolare, si precisa che la corona esterna può essere prodotta in vari modi. Un primo sistema prevede la produzione di un normale tondello, al quale viene poi praticato un foro al centro con una macchina perforatrice.
Invece, in base ad un secondo sistema, la corona esterna viene prodotta da una speciale macchina punzonatrice che – grazie a dei coni di tranciatura di diametro differente posti in successione – effettua prima il foro centrale sulla lastra di metallo e poi perfora la corona esterna. Il disco centrale di scarto viene solitamente inviato alle fornaci per essere rifuso e quindi riutilizzato, anche se esistono delle tecniche per riutilizzarlo come “cuore” del tondello interno “a strati” ovvero come tondello per una moneta più piccola. Ad esempio, il disco centrale di scarto delle 500 lire è stato utilizzato come tondello per le 50 lire “micro”.
Sebbene non si abbiano certezze, al momento l’ipotesi più verosimile è che la corona esterna delle 500 lire fosse prodotta con il secondo sistema qui descritto. Inoltre, è probabile che contestualmente alla creazione del foro centrale venisse prodotta anche la linguetta di metallo (anello di calettatura) posta all’interno della corona esterna (cfr. infra) e che ha la funzione di saldare l’unione tra i due tondelli.
Ciò premesso, esistono varie tecniche per assemblare insieme i due tondelli e gli errori di coniazione di monete bimetalliche hanno consentito indirettamente uno studio più approfondito di queste tecniche. A titolo esemplificativo, la tecnica utilizzata per i tondelli delle 500 lire fu inventata dall’ing. Nicola Ielpo (ex direttore della Zecca Italiana), con brevetto internazionale del 1982 registrato a nome dell’Istituto Poligrafico e Zecca dello Stato (scaricabile qui), e consiste in un particolare sistema di aggraffaggio che può resistere a carichi di sfilamento molto elevati.
E’ interessante ricordare che dal 17 al 19 maggio 1982 si è svolta a Lisbona la XII Conferenza dei direttori delle zecche europee ed extra-europee. In quella occasione è stata ufficialmente presentata la moneta bimetallica da 500 lire. A tutti i partecipanti è stato distribuito un elegante astuccio contenente il “trittico” – vale a dire la corona esterna, il tondello interno e la moneta assemblata e coniata – di cui ne sono stati emessi 1.000 esemplari (cfr. foto seguente).

Tornando ora alla tecnica di produzione di questa tipologia di moneta, come già anticipato, lungo il foro centrale dell’anello esterno veniva creato un anello di calettatura che, per effetto del fenomeno di espansione del metallo causato dalla pressione esercita dall’assemblaggio prima e dalla battitura dei conî poi, era destinata ad essere avvolta dal metallo del tondello interno.
Inoltre, al fine di evitare che il tondello centrale potesse ruotare, nel tempo sono stati introdotti due particolari sistemi di aggraffaggio. In base ad un primo sistema adottato dal 1982 al 1985/1986, nell’anello di calettatura venivano creati 8 piccoli dentini posti a 45° che con l’assemblaggio prima e la battitura poi penetravano nel tondello interno in bronzital saldando l’unione dei due tondelli. Probabilmente questo sistema si è dimostrato non del tutto soddisfacente e dopo alcuni anni è stato sostituito da un secondo sistema di aggraffaggio.
In base al secondo sistema di aggraffaggio, nell’anello di calettatura venivano creati delle scanalature o slot che con l’assemblaggio prima e la battitura poi venivano avvolte dal metallo del tondello interno in bronzital saldando l’unione dei due tondelli. In particolare, si conoscono tondelli che presentano due slot posti a 180° in una posizione diametralmente opposta nelle due facce e tondelli con tre slot posti a 120° e sempre in una posizione diametralmente opposta nelle due facce.
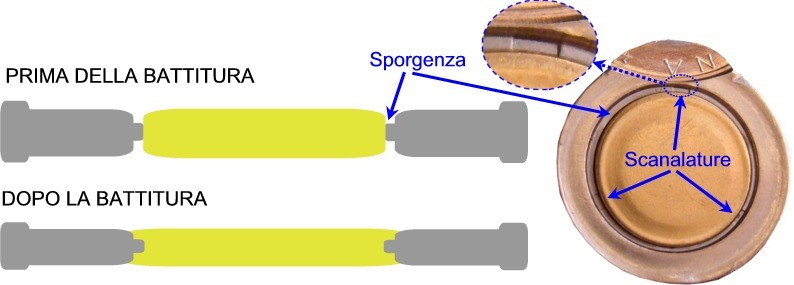 |
| Figura 150 – Sulla destra moneta da 500 lire fortemente decentrata, che consente uno studio della tecnica di assemblaggio dei due tondelli. Si vedono chiaramente sia la sporgenza dell’anello esterno sia le scanalature |
Inoltre, il tondello interno presenta una sorta di “bombatura” (viene formata nella fase di assemblaggio del tondello) che sotto la pressione del conio dovrebbe distendersi e coprire la discontinuità tra i due tondelli.
La tecnica ad “incastro” sopra illustrata, seppure indubbiamente innovativa, ha tuttavia evidenziato alcuni difetti, principalmente causati dall’anello di calettatura della corona esterna. Infatti, accadeva abbastanza di frequente che la moneta coniata presentasse una fessura tra i due tondelli che, in certi casi, comprometteva anche il trasferimento di certi elementi dell’impronta ed in particolare la data.
Ad esempio, ci sono certe monete del 1988 che, a causa della data “tagliata” da una fessura, sembrano riportare un millesimo dell’anno 1000. Questo difetto è dovuto appunto al fatto che la presenza dell’anello di calettatura richiedeva un tondello interno abbastanza più piccolo del foro della corona esterna e, di conseguenza, ciò determinava che in certi casi (es. battitura con una pressione leggermente inferiore del normale o errata doppia convessità della superficie del conio) il metallo del tondello interno non si congiungesse con il metallo del tondello esterno.
 Un altro esempio noto sono le 500 lire 1993 Banca d’Italia con la cifra “1” della data “1893” mancante a causa della non felice posizione della predetta cifra nel conio (cfr. immagine qui sopra)[1]. Infatti, il caso ha voluto che la cifra “1” fosse posizionata proprio sopra la fessura tra i due tondelli. Una volta accortasi dell’errore, la Zecca ha provveduto a modificare il conio della moneta rimpicciolendo le date e ravvicinandole rispetto al monogramma della Banca d’Italia.
Un altro esempio noto sono le 500 lire 1993 Banca d’Italia con la cifra “1” della data “1893” mancante a causa della non felice posizione della predetta cifra nel conio (cfr. immagine qui sopra)[1]. Infatti, il caso ha voluto che la cifra “1” fosse posizionata proprio sopra la fessura tra i due tondelli. Una volta accortasi dell’errore, la Zecca ha provveduto a modificare il conio della moneta rimpicciolendo le date e ravvicinandole rispetto al monogramma della Banca d’Italia.
Un ulteriore difetto che è possibile riscontrare sulle 500 lire è il cd. “doppio bordo interno” (cfr. immagine qui sotto). L’origine di tale anomalia non è certa, ma da ricerche recenti l’ipotesi più plausibile è che la stessa derivi da una deformazione plastica della superficie del conio per usura. Nelle 500 lire tale “doppio bordo” si manifesta anche nel tondello interno, in quanto il conio presenta una doppia convessità.

Oltre a queste problematiche, la presenza della sporgenza favoriva anche l’accavallamento del tondello interno sull’anello esterno creando una tipologia di errore abbastanza frequente nelle monete da 500 lire (cfr. infra).
Per la coniazione dell’altra moneta bimetallica in lire (1000 lire) emessa in circolazione nel 1997, l’Istituto Poligrafico e Zecca dello Stato ha utilizzato un’altra tecnica per assemblare i due tondelli, registrata con brevetto internazionale del 1992 (scaricabile qui) e inventata sempre da Nicola Ielpo e Pietro Patarini. Tale tecnica si è dimostrata più efficace rispetto alla precedente e il suo studio è stato possibile grazie ad alcuni esemplari che presentano il tondello interno pizzicato.
 In particolare, la tecnica prevedeva di creare un solco lungo il contorno interno della corona esterna, simile a quello presente nel contorno delle monete da due centesimi di euro. Inoltre, per evitare che l’anello interno potesse ruotare una coniata, tale solco veniva effettuato in modo discontinuo. Infine, sul tondello interno veniva creata una lieve sporgenza che, per effetto della pressione esercitata dai due conî, si espandeva fino a riempire i solchi.
In particolare, la tecnica prevedeva di creare un solco lungo il contorno interno della corona esterna, simile a quello presente nel contorno delle monete da due centesimi di euro. Inoltre, per evitare che l’anello interno potesse ruotare una coniata, tale solco veniva effettuato in modo discontinuo. Infine, sul tondello interno veniva creata una lieve sporgenza che, per effetto della pressione esercitata dai due conî, si espandeva fino a riempire i solchi.
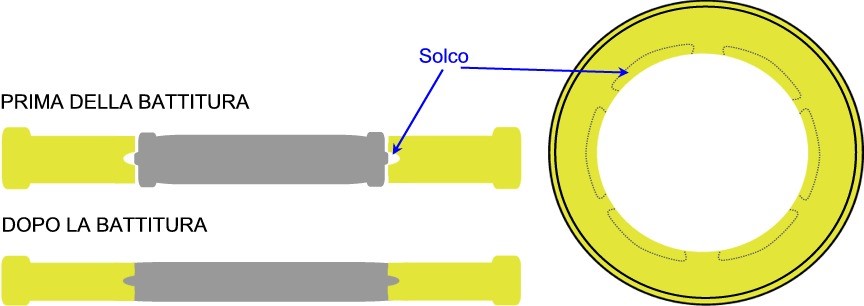
Un’ulteriore tecnica simile, utilizzata ad esempio per le monete da uno e due euro, è quella di creare un solco nel tondello centrale (cfr. immagine qui sotto), invece che sulla corona esterna, in modo tale che, a seguito della battitura, il metallo dell’anello esterno possa espandersi al suo interno ed unire insieme i due tondelli.
 |
| Figura 151 – 2 sterline 2007 del Regno Unito, l’anello esterno pizzicato lascia intravedere l’anello interno. Fonte: Errorscope n. 5/2014 |
Come già anticipato, l’assemblaggio dei due tondelli avveniva nella fase di battitura attraverso uno speciale meccanismo di alimentazione dei tondelli basato su un disco rotante e che è stato descritto dallo stesso Ielpo in un suo libro[2] (meccanismo delle 500 lire). In particolare, i due tondelli (anello esterno e tondello interno) venivano alimentati in una pressa meccanica attraverso dei tubi posti verticalmente. Nel caso dei tondelli bimetallici, c’erano ovviamente due tubi: uno per il tondello esterno ed uno per il tondello interno. Sotto questi due tubi c’era un disco rotante composto da tante lastre di metallo con all’estremità una rientranza sagomata a forma di semicerchio, volta ad accogliere i tondelli (cfr. Figura 152).
 |
| Figura 152 |
Nello specifico, in primo luogo, veniva fatto scendere la corona esterna e, con un movimento rotatorio, lo stesso veniva portato sotto il secondo tubo da cui scendeva il tondello centrale, di dimensioni leggermente inferiori al foro della corona esterna. A questo punto i tondelli venivano assemblati attraverso una leggera compressione con un particolare stampo sagomato che faceva incastrare i due tondelli e che formava la “bombatura” descritta sopra (qui sotto è riportata l’immagine del tondello assemblato).

Una volta assemblato, il tondello veniva portato dentro la virola della pressa monetaria dove veniva battuto dai due conî ed unito in modo permanente, salvo ovviamente manomissioni.
Da quanto risulta da un’intervista del 2011 rilasciata dall’ex direttore della Zecca dott. Angelo Rossi, in una fase successiva è stato possibile integrare le due fasi del processo, assemblando e coniando la moneta allo stesso momento e la ditta Schuler realizzò una pressa monetaria in grado di compiere questa operazione.
Questo è quello che accadeva normalmente, ma come intuitivo questo complesso processo in determinati casi poteva fallire e si potevano quindi formare degli errori che andremo a descrivere nel prosieguo.
Tondello interno decentrato
Una prima tipologia di errore consiste nell’errata perforazione della corona esterna. Infatti, a seconda della tecnica utilizzata per produrre la corona esterna, può accadere che il foro destinato a contenere il tondello interno non venga effettuato al centro del tondello oppure che la tranciatura finale della corona esterna non sia centrata rispetto al foro.

Tondello interno a cavallo della corona esterna (cd. “occhio di bue”)
Per le motivazioni che andremo qui di seguito ad analizzare, il tondello centrale può non posizionarsi correttamente all’interno del foro della corona esterna, bensì a cavallo tra il foro e la corona esterna[3]. Quando i due conî batteranno questo tondello mal assemblato, il metallo del tondello interno andrà in parte a coprire la corona esterna, formando una specie di “sbavatura”, vale a dire il metallo del disco centrale che copre il metallo della corona esterna.
Le cause di questo errore possono essere le seguenti:
- rottura o malfunzionamento di uno dei coni di tranciatura e conseguentemente il foro della corona esterna potrebbe avere un diametro inferiore a quello standard, impedendo al tondello centrale di entrare completamente all’interno del foro;
- nella fase di assemblaggio può accadere che il tondello interno non cada esattamente dentro il foro della corona esterna posizionandosi “a cavallo” tra il foro e la corona esterna. Inoltre, se l’assemblaggio non unisce completamente il tondello interno con la corona esterna, può accadere che il tondello interno si sposti e si collochi quindi “a cavallo” tra il foro e l’anello esterno;
- il tondello interno può avere una forma irregolare, che non gli consente di entrare completamente all’interno del foro.
La causa più frequente è sicuramente la seconda.
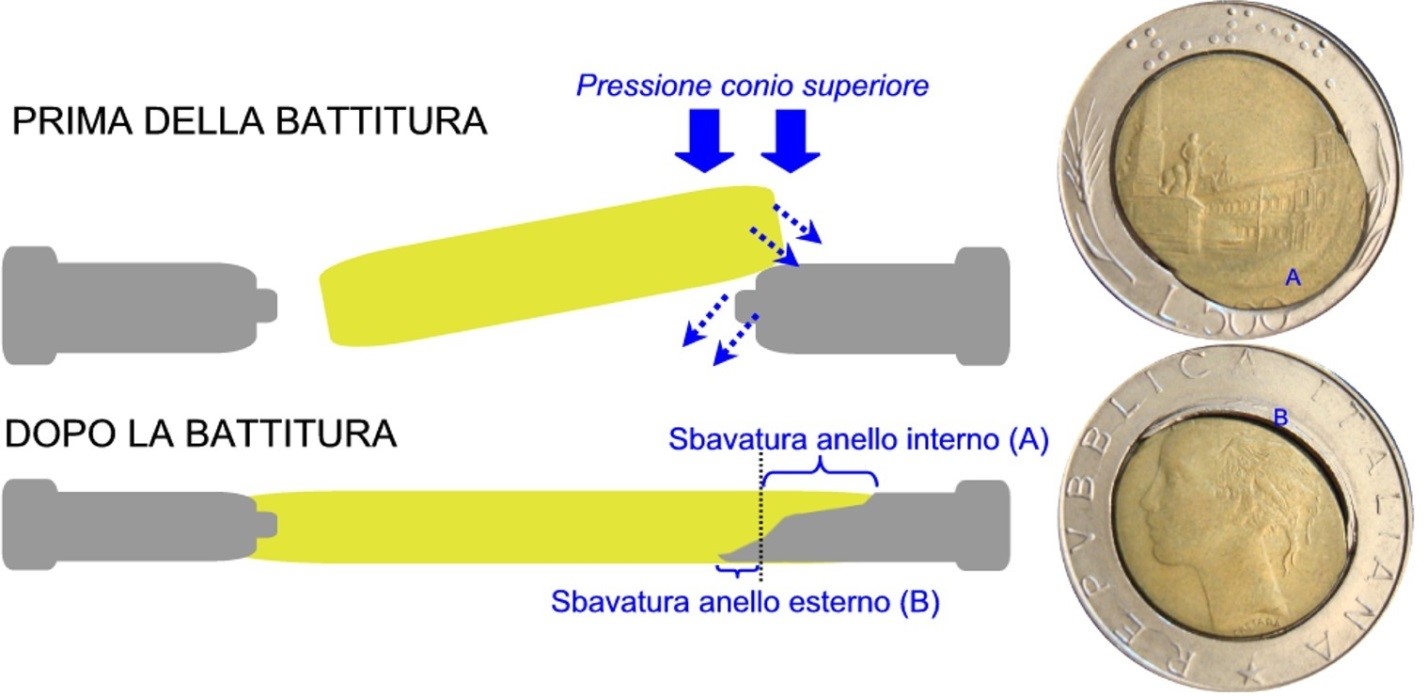 Vediamo ora un po’ più nel dettaglio la dinamica di questo errore dovuto alla causa sub ii. con la ricostruzione grafica riportata qui sopra. Al riguardo si segnala che la moneta sulla destra della ricostruzione grafica è solo a titolo illustrativo, in quanto non corrisponde alla dinamica riportata a fianco, visto che la sbavatura del tondello interno è sul rovescio e non sul diritto. Come si può vedere dall’immagine sopra riportata, nel punto in cui si accavallano i due tondelli si formano due sbavature: (A) la sbavatura del tondello interno che solitamente è più marcata in quanto soggetta ad una pressione maggiore e (B) la sbavatura della corona esterna che solitamente è meno marcata e fa assumere all’anello centrale una forma ovale.
Vediamo ora un po’ più nel dettaglio la dinamica di questo errore dovuto alla causa sub ii. con la ricostruzione grafica riportata qui sopra. Al riguardo si segnala che la moneta sulla destra della ricostruzione grafica è solo a titolo illustrativo, in quanto non corrisponde alla dinamica riportata a fianco, visto che la sbavatura del tondello interno è sul rovescio e non sul diritto. Come si può vedere dall’immagine sopra riportata, nel punto in cui si accavallano i due tondelli si formano due sbavature: (A) la sbavatura del tondello interno che solitamente è più marcata in quanto soggetta ad una pressione maggiore e (B) la sbavatura della corona esterna che solitamente è meno marcata e fa assumere all’anello centrale una forma ovale.
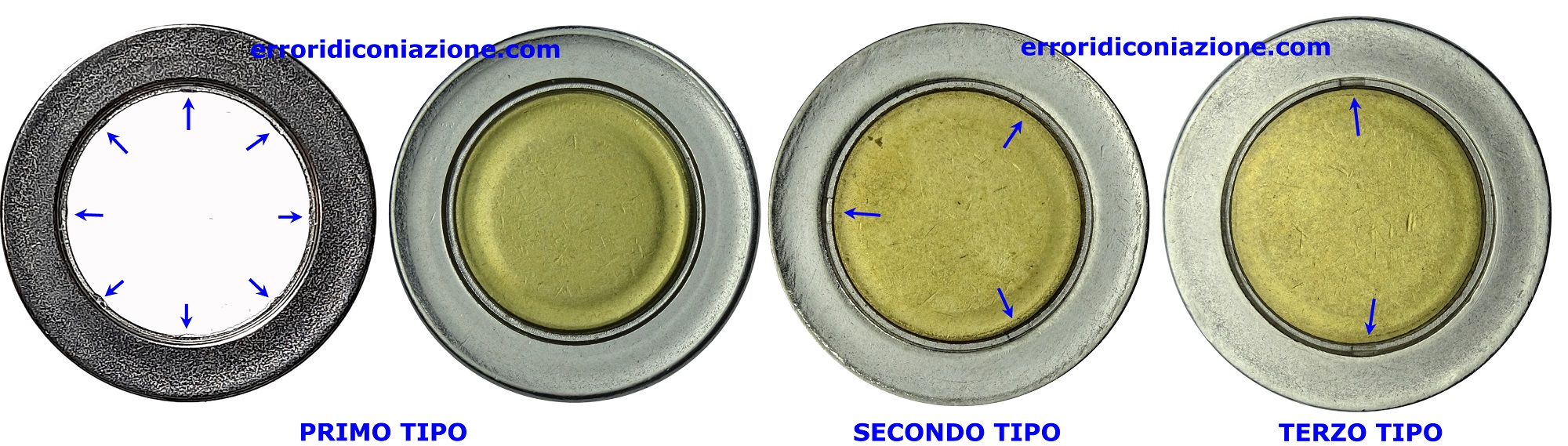
Questa tipologia di errori – noti con il termine “occhi di bue” – può presentare vari gradi di accavallamento del tondello interno.

Il primo grado di accavallamento (prima moneta da sinistra) è quello più lieve, in cui il tondello interno si accavalla “solo” con la sporgenza/linguetta di metallo posta nella parte interna della corona esterna. La seconda moneta da sinistra è un “occhio di bue” con un accavallamento di secondo grado che coinvolge solo metà della corona esterna. La terza moneta da sinistra è un “occhio di bue” con un accavallamento di terzo grado che coinvolge tutta la corona esterna fino al bordo della moneta. Infine, l’ultima moneta è un “occhio di bue” con un accavallamento di quarto grado, quello più rilevante che oltre a coinvolgere tutta la corona esterna avvolge anche parte del contorno della moneta e solitamente presenta una fessura più o meno ampia tra il tondello interno e la corona esterna. Più elevato è il grado di accavallamento e maggiore sarà la rarità della moneta e quindi il suo valore.
Una collezione di occhi di bue può essere quindi organizzata in base ai gradi di accavallamento del tondello interno e alla direzione della sbavatura.
 |
| Figura 154 – 2 euro 2003 Italia con tondello centrale a cavallo |
Naturalmente, questo errore – come del resto anche gli altri descritti nel presente paragrafo – si verifica anche nelle monete in euro bimetalliche e sono estremamente ricercate dai collezionisti, soprattutto se riguarda le monete da 2 euro commemorative.
Rottura dello stampo di rastremazione

Come abbiamo analizzato sopra, il sistema di aggraffaggio della corona esterna con il tondello interno delle 500 lire era basato sulla produzione di otto dentini oppure di 2-3 slot sull’anello di calettatura. Ciò veniva fatto da una pressa su cui veniva montato uno stampo di rastremazione. Lo stampo “schiacciava” il bordo interno della corona esterna e creava quindi l’anello di calettatura con gli otto dentini o con gli slot.
In certi casi poteva accadere che lo stampo si rompesse nella zona periferica, quella soggetta a maggiore stress, ed in particolare nel punto in cui si formavano i dentini o gli slot. Nell’immagine qui sopra è possibile apprezzare una 500 lire 1993 con una piccola appendice al rovescio nella parte interna della corona esterna (freccia blu) che è stata causata dalla rottura marginale dello stampo di rastremazione in prossimità di uno dei tre slot. Le trecce verdi indicano gli altri due slot posizionati a 120°.
Coniazione della sola corona esterna
Come abbiamo visto, la dinamica di assemblaggio del tondello bimetallico prevede l’unione della corona esterna con il tondello centrale all’interno della pressa monetaria. In particolare, in primo luogo, viene fatto cadere da un primo tubo la corona esterna e, con un movimento rotatorio, lo stesso viene portato sotto il secondo tubo da cui cade il tondello centrale, di dimensioni leggermente inferiori al foro dell’anello esterno. A questo punto i tondelli vengono assemblati attraverso una leggera battitura lungo l’area esterna del tondello interno che fa incastrare i due tondelli e che forma la “bombatura” descritta sopra. Nell’ambito di questa dinamica può succedere che il tondello centrale non scenda all’interno del foro della corona esterna oppure si posizioni a cavallo della corona esterna per poi uscire prima di entrare nella camera di battitura. Se ciò accade, ad essere coniato sarà solo l’anello esterno.

La pressione esercitata dai due conî farà espandere il metallo verso l’interno, trasferendo alla corona esterna elementi dell’impronta della moneta che solitamente vengono coniati sul tondello interno. Questa è una caratteristica fondamentale che distingue questa tipologia di errore dalle monete artefatte ricavate estraendo da una “normale” moneta il tondello centrale (si osserva che questa tipologia di errore è molto interessante perché consente di analizzare il meccanismo di incastro dei due tondelli).
La presenza di un foro all’interno della corona fa anche sì che il tondello opponga una minore resistenza ai due coni e di conseguenza la pressione di battitura è generalmente superiore a quella di un normale tondello. Questo spiega come mai le corone esterne coniare presentano il bordo periferico rialzato, come una sottile linguetta di metallo, caratteristica tipica delle battiture forti.
Coniazione del solo tondello interno
Questa tipologia di errore può capitare quando ad essere coniato sia solo il disco centrale, perché ad esempio la corona esterna per un malfunzionamento non è scesa correttamente sul disco rotante. In questo caso, siccome il tondello centrale non è cinto dalla virola, la pressione esercitata dai due conî tende ad appiattire molto il tondello, facendo espandere notevolmente il metallo. In certi casi, se il tondello si posiziona a contatto con la virola, può essere presente anche qualche segno di zigrinatura del contorno.
 |
| Figura 156 – 500 lire in cui è stato coniato solo l’anello interno |
Coniazione della corona esterna senza foro (cd. monete monometalliche)
Questa tipologia di errore avviene quando il tondello destinato a creare l’anello esterno non viene perforato e quindi non presenta il foro destinato ad accogliere il tondello centrale. Pertanto, in questo caso, la moneta non sarà più ovviamente bimetallica, bensì “monometallica”. Si tratta di un errore molto raro e ricercato e molto spesso manomesso attraverso delle operazioni di galvanizzazione. Pertanto, un aspetto fondamentale che deve essere verificato per accertarsi che la moneta sia realmente monometallica è il peso. Una 1000 lire battuta su tondello monometallico in bronzital deve pesare circa 8,25 grammi, anzichè 8,80 grammi (il bronzital ha un peso specifico inferiore al cupro-nichel), mentre una 500 lire battuta su un tondello monometallico in acmonital deve pesare circa 6,35 grammi, anzichè 6,80 grammi (l’acmonital ha un peso specifico inferiore al bronzital).
 |
| Figura 157 – 1000 lire 1998 monometallica |
____________________
[1] Questo errore è stato recensito nella rivista Cronaca Numismatica n. 196/2007 a pag. 15.
[2] Nicola Ielpo, La fabbrica del denaro, Texmat, 2008.
[3] Una moneta da 500 lire bimetallica con questa tipologia di errore è stata riportata nel numero speciale autunno della rivista Cronaca Numismatica n. 10/1999 a cura dello studioso Mario Traina.