Fabbricazione dei conî nell'epoca contemporanea
La preparazione dei conî è un’operazione molto importante e delicata che avviene all’interno della Zecca. La prima fase di questo processo è il disegno delle due facce della moneta da parte dell’artista. In linea generale, il disegno viene effettuato dall’artista a mano su carta e poi dal disegno un incisore crea un modello tridimensionale in plastilina di dimensioni superiori (anche di venti volte) a quelle della futura moneta.
Tuttavia, in base alle tecniche più moderne, il disegno viene realizzato al computer con appositi programmi di grafica ed il modello in plastilina viene realizzato con delle stampanti tridimensionali, per poi essere eventualmente ritoccato a mano dall’incisore. Il modello è sempre in rilievo ed in positivo, proprio come la moneta che verrà ricavata da esso.
 |
| Figura 111 – Realizzazione del disegno al computer a sinistra e ritocco del modello a destra |
A differenza di quello che si può pensare, nella realizzazione del disegno le proporzioni, la posizione delle figure e la profondità delle incisioni non sono casuali o almeno non dovrebbero esserlo. Infatti, l’esperienza in questo campo ha dimostrato che certe circostanze possono accorciare la vita utile dei conî e aumentare l’insorgere di errori di coniazione. A titolo esemplificativo, è stato dimostrato che la presenza di una figura con incisione profonda vicino al bordo favorisce la rottura del conio. Pertanto, l’artista dovrebbe in linea di principio conoscere e rispettare certe regole nel comporre il disegno della moneta.
Dal modello in plastilina (in positivo) viene ricavato un calco in gesso (in negativo) che poi viene a sua volta utilizzato per creare un ulteriore modello in resina epossidica (in positivo) che ricordiamo essere di dimensioni molto superiori a quelle della moneta. Quest’ultimo modello viene analizzato e ritoccato molto accuratamente per evitare qualsiasi tipo di imperfezione.
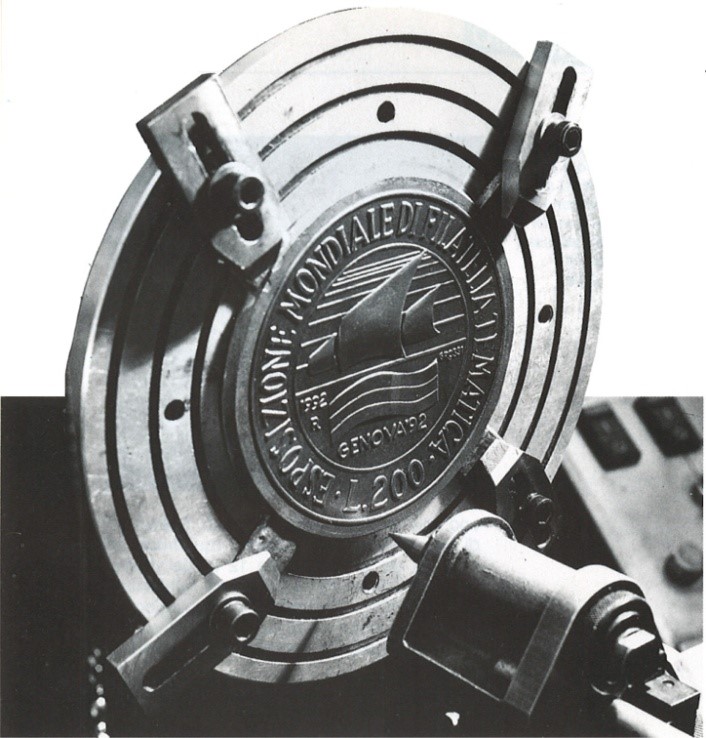 |
| Figura 112 – Modello 200 lire 1992 sotto pantografo |
Una volta ultimato, il modello in resina epossidica viene collocato sul “tornio a pantografo” che, come già evidenziato, ha la funzione di trasferire, nel rapporto di riduzione voluto, l’immagine dal modello (dimensioni ingrandite) al cd. materiale creatore o punzone tipo (dimensioni reali). In particolare, il tornio a pantografo è costituito da una sottile punta di metallo (punta di tracciatura) che attraverso dei movimenti circolari scorre pian piano sopra la superficie del modello, percorrendo tutta la figura. Specularmente, sempre attraverso un’altra sottile punta in metallo (punta di incisione), viene inciso ogni singolo dettaglio dell’immagine sulla superficie di un cilindro in acciaio vergine (punzone tipo), che, come detto, avrà le dimensioni della futura moneta e avrà le impronte in rilievo ed in positivo.
Prima che la procedura sia completata il pantografo può dover passare anche più volte sopra la superficie del modello e tutto il processo può richiedere anche qualche giorno, a seconda della grandezza del modello e della complessità della figura.
Siccome dal punzone tipo avranno origine tutti i conî volti a produrre ogni singola moneta di quella emissione è importante che lo stesso sia il più accurato possibile. Per questo motivo il punzone tipo viene ritoccato minuziosamente dall’incisore con un bulino, al fine di sistemare eventuali imperfezioni dovute al processo di riproduzione con il pantografo.
Inoltre, al fine di renderlo più resistente e di allungarne quindi la vita utile, il punzone tipo viene sottoposto ad un’operazione di tempra, vale a dire viene riscaldato e portato ad una temperatura di austenizzazione per poi essere raffreddato bruscamente, e poi lucidato.
 |
| Figura 114 – Conî vergini e pressa idraulica. Fonte: mas.gov.sg e Wiles (1997) |
A questo punto, il punzone tipo è pronto per la fase successiva. In particolare, lo stesso viene inserito all’interno di una pressa idraulica e posizionato al di sopra di un altro cilindro di acciaio vergine leggermente appuntito. La pressa idraulica viene quindi azionata e con l’applicazione di una graduale pressione idraulica l’immagine (in positivo) del punzone tipo viene trasferita (in negativo) ad un cilindro di acciaio, che prenderà il nome di matrice. Questa operazione prende il nome di “punzonatura a freddo”. Solitamente alla matrice viene aggiunta la data e, se del caso, anche il segno di zecca da parte di un incisore attraverso dei piccoli punzoni. Tuttavia, soprattutto nelle monete più moderne, entrambi possono essere già presenti addirittura sul modello.
 |
| Figura 113 – Matrice (sinistra) e punzone riproduttore (destra) del diritto della moneta da 2 euro del 2006. Fonte: IPZS |
Terminato ciò, anche la matrice viene sottoposta ad un’operazione di tempra e lucidatura, al fine di essere utilizzata per ricavare il punzone riproduttore con la stessa tecnica appena analizzata. La matrice viene, infatti, inserita all’interno della pressa idraulica posizionata sopra ad un altro cilindro d’acciaio vergine leggermente appuntito da cui si ottiene il cd. punzone riproduttore. Anch’esso, viene sottoposto ad un’operazione di tempra e lucidatura. Il punzone riproduttore riporterà sulla sua superficie l’immagine della moneta in positivo ed in rilievo. Tutta l’operazione viene ripetuta un’ultima volta per ottenere così il conio che verrà utilizzato per battere i tondelli.
“L’esistenza del punzone riproduttore e della matrice serve a garantire l’uniformità e la costanza delle impronte delle monete; infatti una coppia di conî è in grado di coniare un certo numero di monete dopo di che si deve procedere alla loro sostituzione. I conî vengono ricavati dai punzoni riproduttori da ognuno dei quali possono essere ricavati circa 150 conî. Quando il punzone riproduttore si danneggia se ne possono ricavare altri dalla matrice e, se per avventura, si dovesse danneggiare anche questa, se ne può trarre un’altra dal punzone originale (vale a dire il “punzone tipo”, ndr)”[1].
 |
| Figura 115 – Fornace per la ricottura dei conî. Fonte: Coinnews.net |
E’ importante sottolineare che la pressione idraulica applicata dalla pressa per ottenere la matrice, il punzone riproduttore ed infine il conio non è sufficiente per trasferire completamente l’immagine con un’unica compressione. Pertanto sono solitamente necessarie più compressioni. Se l’immagine venisse trasferita con un’unica compressione, lo stress che subirebbe il conio rischierebbe di generare delle fratture o quantomeno renderlo più debole. Al riguardo, va tuttavia rilevato che negli ultimi anni è stata introdotta una nuova tecnica che prevede la produzione dei conî attraverso un’unica compressione.
Ora, siccome a seguito di ogni compressione l’acciaio subisce un processo di “incrudimento”, vale a dire un fenomeno metallurgico per cui un materiale metallico risulta rafforzato (perde elasticità e duttilità) in seguito ad una deformazione plastica a freddo, tra una compressione e l’altra lo stesso viene sottoposto ad un’operazione di ricottura (cfr. Figura 115).
In altre parole, il metallo viene scaldato al fine di “rilassare” la sua struttura metallica e poi molto gradualmente viene riportato a temperatura ambiente.
Una volta terminate le varie compressioni, il conio può essere sottoposto ad un processo di placcatura al fine di depositare sulla sua superficie un sottile strato di nitruro di cromo per rallentarne l’usura e allungarne quindi la vita utile.
 |
| Figura 116 – Controllo del conio da parte dell’incisore |
A questo punto il conio è pronto e può essere mandato all’officina meccanica per assottigliare il tronco del cilindro (detto “collo del conio”), al fine di portarlo alla grandezza necessaria per il suo inserimento all’interno della pressa monetaria. Infine, il conio viene analizzato ed eventualmente ritoccato dall’incisore per verificare che risponda alla caratteristiche prestabilite. Passato anche il controllo di qualità viene conservato in apposito deposito, pronto ad essere utilizzato.
E’ interessante notare che la superficie del conio non è perfettamente piatta, ma presenta una leggera convessità. Ciò infatti comporta i seguenti benefici in fase di coniazione:
- la pressione di battitura viene concentrata nella zona centrale della moneta, consentendo un miglior trasferimento delle impronte in tale punto;
- la forma convessa consente al conio di forzare il metallo del tondello dal centro verso la virola, agevolando la formazione del bordo della moneta.
____________________
[1] Nicola Ielpo, La moneta metallica in Italia – Breve storia della moneta metallica, della Zecca e della tecnologia monetaria, IPZS, 1980, pag. 121.