Nella seconda metà del XX° secolo la moneta ha forse attraversato il periodo peggiore di tutta la sua storia. Infatti, i profondi cambiamenti economici, culturali e tecnologici che l’umanità stava sperimentando portarono anche ad una rivoluzione senza precedenti nell’utilizzo del denaro. In particolare, dopo la fine della seconda guerra mondiale comparirono innanzitutto nuovi tipi di monete d’emergenza e la cartamoneta costituì il pilastro del sistema monetario d’occupazione degli Alleati. Come noto, in Italia nel 1943 gli americani stamparono piccole banconote d’occupazione in taglio da una a mille lire (le AM-lire ovvero le Allied Military currency). Il sistema fu poi esteso alla Francia nel 1944 e, infine, alla Germania e al Giappone. Anche la Russia elaborò e stampò per proprio conto particolari banconote d’occupazione in altre zone dell’Europa centrale e orientale, compreso la Polonia, la Romania, la Cecoslovacchia e l’Ungheria.
Queste banconote d’occupazione emesse in grande quantità erano totalmente intercambiabili con la normale valuta locale e ciò contribuì alla pesante inflazione che colpì l’Europa e, quindi anche l’Italia, verso la fine della seconda guerra mondiale. Inoltre, con una grande parte del mondo in rovina e le fabbriche con produzione indirizzata esclusivamente ai fini bellici, vi fu una fortissima richiesta per le poche merci non belliche disponibili. Inevitabilmente i prezzi salirono incredibilmente. In aggiunta, la guerra aveva richiesto l’emissione di enormi quantità di denaro per pagarne i costi, e come conseguenza, il valore unitario della moneta di molti Paesi scese drasticamente. Si assistette quindi alla scomparsa delle coniazioni in metalli preziosi (oro e argento), sostituiti da leghe metalliche di basso valore, quali il rame, il nichel e l’alluminio.
In altre parole, l’inflazione determinò una repentina modifica delle monete in circolazione con riferimento al loro valore nominale, al loro aspetto e al loro contenuto metallico. Si pensi ad esempio alla moneta italiana da 10 lire. I primi pezzi da 10 lire “Aratrice” erano coniati in oro; dopo la prima guerra mondiale e con l’avvento del fascismo l’oro fu sostituito con l’argento (10 lire “Biga” e 10 lire “Impero”). Dopo la seconda guerra mondiale e con l’instaurazione del sistema repubblicano, i tipi delle monete da 10 lire furono “semplificati” e così pure il contenuto metallico, che passò dall’argento all’alluminio. Infine, nel 1951 fu anche ridotto il diametro, mantenendo la composizione in alluminio. Pertanto, in un arco temporale di soli 40 anni la moneta da 10 lire passò da un contenuto metallico in oro ed un’elevata qualità delle impronte ad una piccola moneta in alluminio con impronte piuttosto semplici e poco curate.
 |
| Figura 106 – Evoluzione del contenuto metallico e delle impronte della moneta da 10 lire |
Anche negli altri Stati si assistette ad una completa scomparsa delle monete in oro ed anche quelle in argento gradualmente si avviavano sulla via della sparizione. Attualmente, di fatto, non esistono in alcuna nazione monete destinate alla circolazione che vengano coniate in oro e l’argento si utilizza eventualmente solo per pezzi di taglio elevato, ma comunque raramente. Pertanto, una tradizione che, come abbiamo visto, era nata con il re Creso più di 2500 anni fa è stata completamente abbandonata ed è molto improbabile che il futuro ci porti emissioni in oro ed in argento destinate alla circolazione.
Sempre con riferimento ai metalli impiegati per la monetazione, va anche segnalato che, a causa della scarsa disponibilità di rame durante la seconda guerra mondiale, la Germania introdusse dei tondelli laminati vale a dire composti da tre strati di metallo: al centro un cuore di acciaio compresso tra due lamine fatte da una lega di rame o bronzo. La novità ebbe successo presso il pubblico e successivamente fu esportata anche in altri Paesi, tra cui gli Stati Uniti.
Oltre alla sua composizione metallica, negli ultimi anni proprio la moneta stessa come strumento di pagamento è entrata in crisi. Ormai, per quasi tutte le transazioni finanziarie si usano le banconote, mentre le monete sono utilizzate solo come strumento sussidiario, hanno tagli minimi e sono normalmente coniate in materiali di basso valore, quali il rame, il nichel e l’alluminio. Peraltro, attualmente anche la carta moneta sta per essere a sua volta rimpiazzata da altri mezzi di pagamento alternativi: assegni, carta di credito, bancomat o altri strumenti elettronici di pagamento. Naturalmente, il declino nell’importanza della moneta all’interno della società e l’esponenziale sviluppo tecnologico che il settore industriale stava attraversando ebbero ovviamente degli effetti sulle tecniche di coniazione. In primo luogo, come è stato già accennato, ci fu un calo nella qualità delle impronte, spesso semplici ed approssimative. Di ciò ne dava evidenza anche la stampa italiana che, nel commentare l’emissione della nuova moneta da 500 lire in argento scrisse: “Da molti decenni a questa parte, l’Italia non va famosa né per le sue monete, né per i suoi francobolli, i quali sono pur sempre agganciati a una retorica ornamentale che fu cara al Liberty dei Calandra, dei Rubino e dei Bistolfi. Soltanto negli ultimi tempi si sono avuti alcuni felici tentativi di uscire da questa paludetta decorativa, e la nuova moneta da cinquecento lire sarebbe finalmente degna di meritare l’approvazione dei più esigenti cultori del bello. Non vorremmo davvero che in seguito alle osservazioni del nostro lettore, qualcuno decidesse di cambiare soggetto allo scudo pasquale, e riproporci, magari, nuovi aratri, zappe e zappatori…” (Il Tempo del 10 dicembre 1957).
Solo verso la fine del XX° secolo l’arte incisoria fu rivalutata, non tanto perché la moneta tornò ad acquisire l’importanza di un tempo, bensì nell’ottica di una strategia commerciale volta a ravvivare l’interesse dei collezionisti. Si cominciarono così ad emettere serie divisionali riservate ai numismatici sia in stato fior di conio che proof (fondo specchio), monete celebrative e commemorative in materiali nobili, etc. In altre parole, la bellezza della moneta non era più funzionale ad esaltare il prestigio del regnante o dello Stato emittente, ma era volta a trasformarla in oggetto d’arte e di investimento.
Inoltre, la Zecca cominciò a perdere il suo prestigio ed il ruolo di centralità che aveva in passato; pian piano si cominciò ad esternalizzare definitivamente determinate fasi del processo produttivo, come ad esempio la produzione dei tondelli, e anche le attività che conservava cominciarono ad assomigliare sempre di più ad un normale processo industriale, piuttosto che la “bottega artigiana” di un tempo.
Per quanto riguarda gli impianti tecnici delle Zecche, va osservato che per circa vent’anni dopo la seconda guerra mondiale le aziende produttrici continuarono ad offrire la stessa attrezzatura ante conflitto e ciò probabilmente per la quasi assenza di concorrenza.
Una prima innovazione si ebbe nei primi anni sessanta quando l’Inghilterra decise di transitare al sistema decimale cambiando tutte le monete in circolazione. Per tale impresa, la Zecca inglese si rivolse alla Horden, Mason & Edwards Ltd di Birmingham, la quale produsse 150 presse che si basavano su un nuovo principio introdotto da un ingegnere tedesco di nome Dr. May.
Questa pressa aveva il merito di rifarsi al modello di pressa della Greenwood & Batley in cui il meccanismo a ginocchiera si trovava sotto il piatto di alimentazione dei tondelli. Quest’ultimo era fisso, mentre a muoversi era il conio inferiore che alzandosi espelleva la moneta. Il conio superiore era invece fissato ad una sorta di cornice che veniva spinta verso il basso dal meccanismo a ginocchiera contro delle molle che poi facevano risalire la cornice e quindi anche il conio superiore.
Il meccanismo di alimentazione dei tondelli era completamente nuovo, in quanto non era più costituito da un “braccio” meccanico, bensì da un disco rotante (cfr. par. 1.5.3). Questo disco ruotava a scatti, muovendosi di 20° ad ogni battitura; ciò consentiva di avere su ogni disco 18 sedi dove collocare i tondelli attraverso un apposito tubo di alimentazione.
Questo meccanismo – il cui brevetto era già stato registrato nel 1948 – consentì di incrementare notevolmente il numero di battiture al minuto e di superare quindi il limite delle 120 battute al minuto dei meccanismi con braccio meccanico.
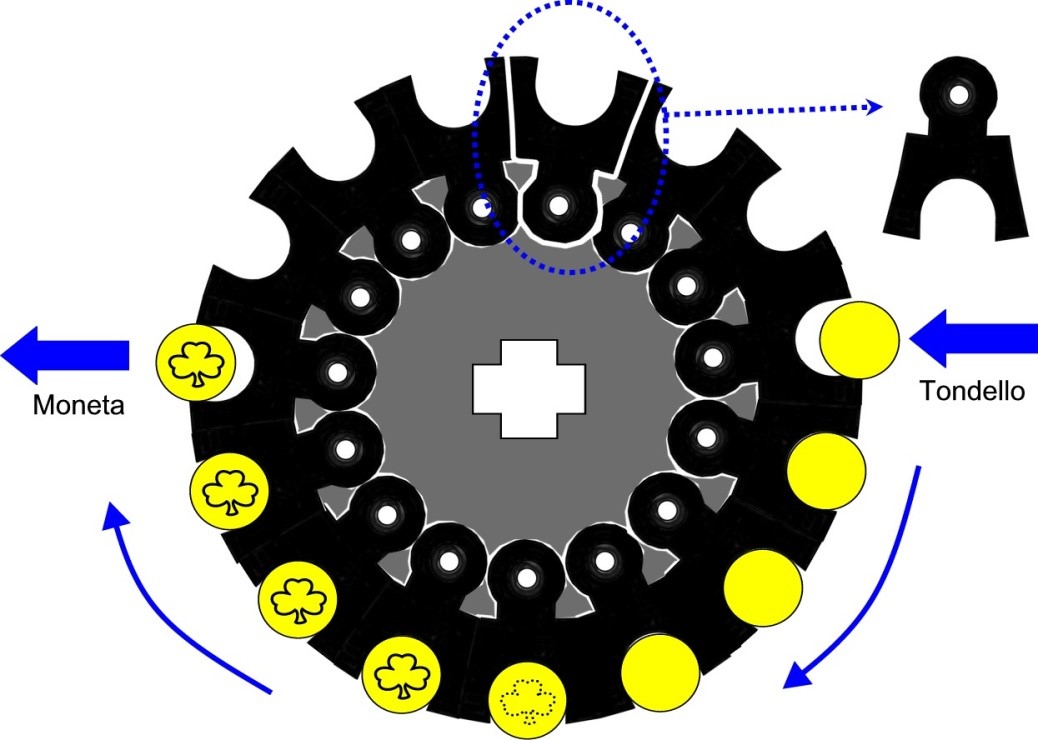 |
| Figura 107 – Disco rotante per l’alimentazione dei tondelli |
Molte tipologie di presse utilizzano ancora oggi il sistema ideato dal Dr. May, quali ad esempio le presse della Gräbener di Siegen (Germania) e la gran parte utilizzano comunque il sistema di alimentazione dei tondelli basato su un disco rotante.
Di recente, la ditta Schuler ha, invece, ideato una nuova pressa con un sistema di coniazione orizzontale che può raggiungere una velocità di circa 750 monete battute al minuto. In questa nuova pressa, viene sfruttato il peso dei tondelli e la forza di gravità per farli rotolare lungo delle guide che li portano nella zona di battitura dove si fermano in posizione verticale.
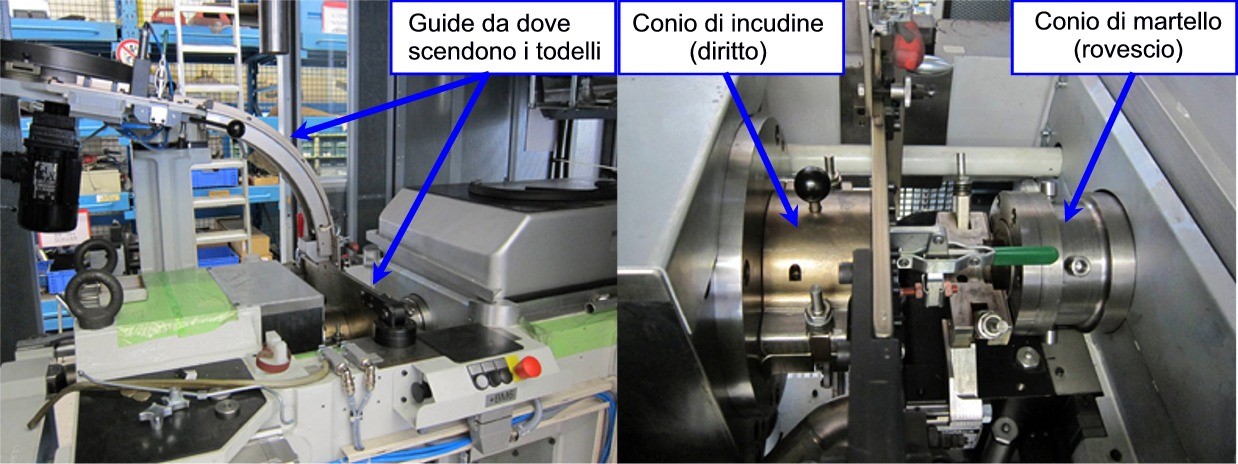 |
| Figura 108 – Pressa Schuler a coniazione orizzontale. Fonte: Schuler UK |
Invece, nelle presse tradizionali a coniazione verticale il tondello deve essere portato meccanicamente nella zona di battitura ed inevitabilmente questo indice negativamente sull’indice di produttività della pressa.
I conî ovviamente non sono più posizionati sopra e sotto il tondello, bensì a destra e a sinistra. Inoltre, mentre nelle normali presse verticali il conio di martello è quello deputato a coniare il diritto della moneta, in questa nuova pressa orizzontale il conio di martello riporta normalmente le impronte del rovescio. Tuttavia, questa pressa può essere utilizzata per coniare solo le monete con un tondello tondo e semplice.
Invece, le tradizionali presse verticali sono in grado di coniare anche delle monete con tondelli di qualsiasi forma o con tondelli bi- o tri-metallici.
L’aspetto esteriore delle presse monetarie attualmente utilizzate dalle più importanti zecche del mondo ha perso il fascino di un tempo, in quanto hanno la forma di grandi scatole metalliche che ben poco lasciano intravedere agli occhi curiosi di noi collezionisti.
Il motivo di tale configurazione è legato al fatto che in questo modo è possibile limitare, per quanto possibile, l’inquinamento acustico prodotto da queste macchine.
 |
| Figura 109 – Due presse Schuler di ultima generazione. Quella a destra è la nuova pressa orizzontale Schuler MRH 150 che può coniare 12 monete al secondo (750 al minuto). Fonte: Schuler UK |
Nelle moderne zecche ad elevata produzione i tondelli vengono inseriti dentro la pressa automaticamente grazie a dei nastri trasportatori che alimentano un gruppo di presse poste in file attraverso degli appositi tubi collegati ai nastri. Pertanto, anche la figura dell’operatore addetto alla singola pressa è venuta meno ed è sufficiente un ispettore che può supervisionare un gruppo di presse contemporaneamente.
Per quanto riguarda, invece, la produzione dei conî, la più grande innovazione è stata l’introduzione della pressa idraulica che consente di raggiungere una maggiore pressione, distribuita in modo più uniforme rispetto ai bilancieri a frizione.
Invece, il principio dei pantografi è rimasto inalterato anche se le parti meccaniche sono ovviamente migliorate sotto l’aspetto qualitativo ed è aumentata notevolmente la sensibilità della punta di tracciatura e della punta di incisione. Tuttavia, negli ultimi anni anche la tecnica di produzione dei conî sta per essere rivoluzionata dalla grafica digitale e dalla tecnologia di stampa al laser 3D. In particolare, l’incisore può realizzare le impronte delle monete direttamente al computer oppure con un calco in gesso che poi verrà scannerizzato da un computer. Poi, l’immagine digitale delle impronte può essere trasferita direttamente sul conio attraverso un incisione con raggi laser.
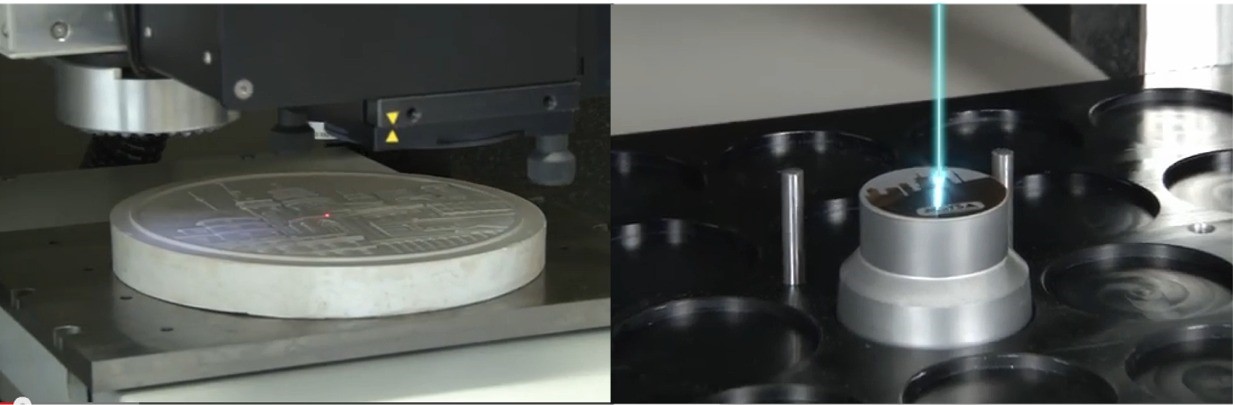 |
| Figura 110 – Scanner del calco in gesso (a sinistra) e incisione al laser dei conî (a destra). Fonte: ACSYS |
Per quanto riguarda, infine, la produzione dei tondelli, la stessa è ormai quasi interamente esternalizzata a fornitori esterni. A livello tecnologico ci sono state delle innovazioni, anche se, come vedremo, il processo è rimasto sostanzialmente quello dell’epoca industriale. Probabilmente la principale novità è stata l’introduzione di diverse tipologie di tondelli, come i tondelli bimetallici, i tondelli placcati ovvero i tondelli a strati.