Battitura dei tondelli nell'epoca contemporanea
Una volta preparati i conî ed i tondelli, quest’ultimi devono essere portati alle presse monetarie per essere battuti. In passato ciò avveniva manualmente con appositi cassoni dotati di ruote, invece oggi le zecche sono solitamente dotate di processi automatizzati di trasporto dei tondelli, attraverso appositi nastri trasportatori e sistemi di alimentazione dei tondelli all’interno delle presse. Questo ha consentito di aumentare la produttività delle presse che, in caso di picchi di lavoro, possono anche lavorare 24 ore su 24.
Le presse sono oggi delle macchine industriali dotate di potenti motori e completamente automatizzate. Inoltre, come è già stato evidenziato per ridurre l’inquinamento acustico, sono avvolte da pannelli metallici che “nascondono” agli occhi curiosi dei collezionisti – qualora sia data loro la rara possibilità di poterle ammirare dal vivo – la parte più interessante in assoluto del processo di coniazione delle monete, vale a dire la zona di battitura.
Inoltre, va osservato che le moderne presse utilizzare per coniare le monete destinate alla circolazione sono dotate di due coppie di conî (tandem) o addirittura, in certi casi, anche di quattro (quad) e questo sempre al fine di aumentarne la produttività. Al riguardo, si pensi che le presse più moderne sono in grado di coniare più di 750-800 monete al minuto.
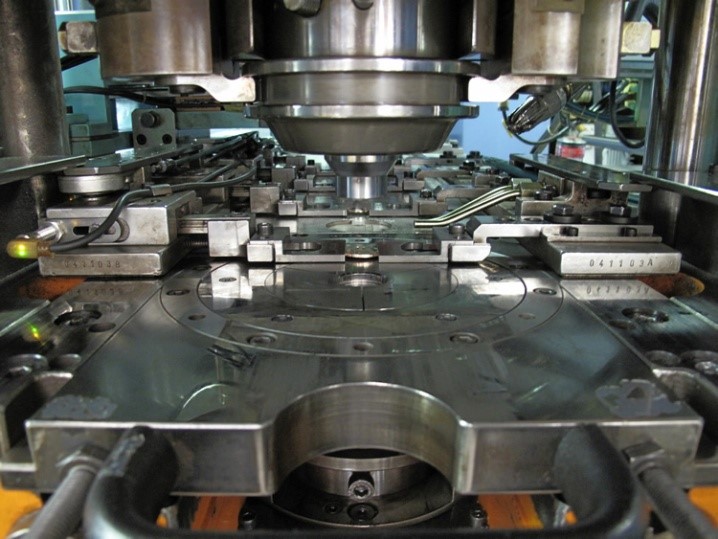 |
| Figura 121 – Interno di una pressa monetaria singola (per monete a fondo specchio). Fonte: Coinnews.net |
La coniazione è un processo di compressione a freddo del metallo che, per effetto di una rilevante pressione (tra le 30 e 100 tonnellate di forza, a seconda delle dimensioni della moneta e del metallo impiegato), viene forzato dentro le cavità presenti nei conî e nella virola, al fine di formare le figure, le scritte ed i disegni desiderati (le “impronte”). In linea di principio, maggiore è la pressione applicata e più nitide saranno le impronte in rilevo coniate sulle moneta. D’altro canto, una pressione elevata accorcia la vita utile dei conî che dovranno essere sostituiti più frequentemente. Pertanto, nel fissare la pressione da esercitare (cd. “tonnellaggio”) va identificato un giusto equilibrio tra le due esigenze.
Generalmente le monete vengono coniate a temperatura ambiente, ma in alcuni casi rari – in particolare per speciali monete commemorative di dimensioni rilevanti – il tondello può essere riscaldato prima di essere inserito nella zona di battitura, al fine di “ammorbidire” il metallo e rendere più agevole la coniazione. Quest’ultima tecnica è tuttavia impraticabile per la coniazione di monete destinate alla circolazione.
Prima di iniziare la fase di battitura, i conî devono essere montati sulla pressa e regolati. Infatti, i due conî devono essere perfettamente allineati, posizionati ad una distanza prestabilita e correttamente orientati. Nelle presse moderne questa delicata attività viene guidata da appositi sistemi automatizzati.
Nelle immagini che seguono – tratte da alcuni disegni realizzati dallo studioso statunitense Mort Goodman – cercherò di rappresentare graficamente questa importante fase. Queste immagini non vogliono di certo rispettare la precisione ingegneristica del funzionamento meccanico della pressa, ma servono a rendere chiara la sua dinamica di funzionamento, che è fondamentale per poi capirne gli eventuali malfunzionamenti che possono produrre degli errori.
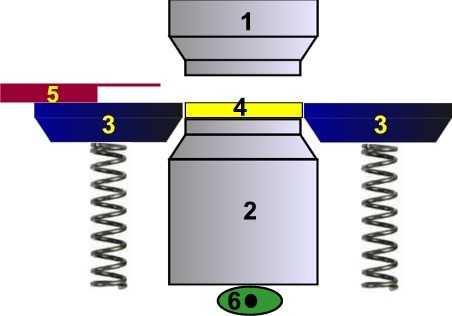 Qui sopra si può apprezzare una rappresentazione stilizzata della zona di battitura che è così composta: (1) il conio superiore o di martello, che nella maggior parte dei casi è volto a battere il dritto della moneta, (2) il conio inferiore o di incudine, che nella maggior parte dei casi è volto a battere il rovescio della moneta, (3) la virola o collare, detta anche “terzo conio”, che ha la funzione di conferire alla moneta una forma circolare e al contempo di trasferire un determinato design sul contorno della moneta; come si può vedere la virola è montata su molle che, come vedremo, hanno la funzione di attutire eventuali collisioni, (4) il tondello, che è “appoggiato” al conio inferiore e posto all’interno della virola, (5) il braccio di alimentazione dei tondelli o “mano meccanica” che ha la duplice funzione di inserire i tondelli dentro la virola e di tirarli fuori dalla zona di battitura una volta che la coniazione è conclusa e, infine, (6) la camma, che conferisce al conio inferiore un moto verticale (“su e giù”).
Qui sopra si può apprezzare una rappresentazione stilizzata della zona di battitura che è così composta: (1) il conio superiore o di martello, che nella maggior parte dei casi è volto a battere il dritto della moneta, (2) il conio inferiore o di incudine, che nella maggior parte dei casi è volto a battere il rovescio della moneta, (3) la virola o collare, detta anche “terzo conio”, che ha la funzione di conferire alla moneta una forma circolare e al contempo di trasferire un determinato design sul contorno della moneta; come si può vedere la virola è montata su molle che, come vedremo, hanno la funzione di attutire eventuali collisioni, (4) il tondello, che è “appoggiato” al conio inferiore e posto all’interno della virola, (5) il braccio di alimentazione dei tondelli o “mano meccanica” che ha la duplice funzione di inserire i tondelli dentro la virola e di tirarli fuori dalla zona di battitura una volta che la coniazione è conclusa e, infine, (6) la camma, che conferisce al conio inferiore un moto verticale (“su e giù”).
I tondelli vengono sollevati mediante un nastro trasportatore che li scarica in un contenitore a forma di tronco di piramide o di cono capovolto, munito di apertura sul fondo (tramoggia). Dalla tramoggia vengono fatti scendere, per effetto della forza di gravità, su piatti rotanti intorno ad assi inclinati, che li spingono verso l’imbocco dei canali di alimentazione attraverso i quali vengono impilati in tubi posti verticalmente (cfr. Figura 122).
 |
| Figura 122 – Tubo di alimentazione dei tondelli |
Sotto questi tubi vi è il braccio di alimentazione dei tondelli che è dotato di un apposito foro volto a contenere un tondello. Con un movimento rapido, il braccio di alimentazione porta il tondello dentro la virola, dove viene battuto dai due conî (anzi tre se si considera anche la virola).
 Al riguardo, va osservato che nelle presse più recenti il meccanismo di alimentazione dei tondelli è costituito da un disco rotante composto da tante lastre di metallo con all’estremità una rientranza sagomata a forma di semicerchio volta ad accogliere il tondello.
Al riguardo, va osservato che nelle presse più recenti il meccanismo di alimentazione dei tondelli è costituito da un disco rotante composto da tante lastre di metallo con all’estremità una rientranza sagomata a forma di semicerchio volta ad accogliere il tondello.
Con un movimento rotatorio, quest’ultimo viene portato dentro la virola, il disco superiore si ferma un istante, il conio superiore scende e la moneta viene battuta (cfr. par. 1.5.).
Quando la moneta viene battuta, il conio superiore viene premuto sopra il tondello con una pressione di alcune decine di tonnellate, in modo tale che il tondello si trovi compresso tra il conio superiore, il conio inferiore e la virola.
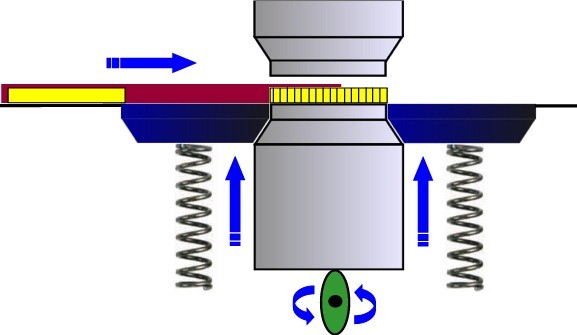
Una volta che la moneta è stata battuta il conio superiore si ritrae verso l’alto e, attraverso un moto rotatorio della camma, il conio inferiore si alza fino a raggiungere lo stesso livello della virola. Al contempo, il conio inferiore spinge verso l’alto anche la moneta appena coniata. A questo punto, il braccio di alimentazione dei tondelli compie un movimento orizzontale per raggiungere la moneta coniata e, allo stesso tempo, carica in un apposito vano un nuovo tondello vergine. Tutte queste azioni vengono effettuate in una frazione di secondo.
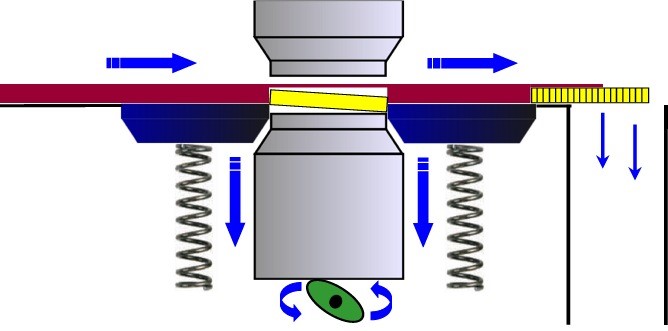 Ora, il braccio di alimentazione dei tondelli spinge fuori dall’area di battitura la moneta coniata e “scarica” dentro la virola il nuovo tondello.
Ora, il braccio di alimentazione dei tondelli spinge fuori dall’area di battitura la moneta coniata e “scarica” dentro la virola il nuovo tondello.
Sempre attraverso un moto rotatorio della camma, il conio inferiore torna ad abbassarsi. Il braccio di alimentazione dei tondelli si ritrae velocemente e il processo inizia da capo.
Nei meccanismi di alimentazione dei tondelli con disco rotante, il processo è simile. Infatti, subito dopo che la moneta è battuta, il conio inferiore sale ed espelle la moneta e il disco con uno scatto porta via la moneta e fa cadere all’interno della virola il tondello successivo.
Una volta che le monete sono state coniate, devono essere effettuati dei controlli per verificare che le stesse rispettino gli standard richiesti. Dal lotto delle monete coniate, a campione, viene prelevato un certo numero di monete e su queste vengono controllate tutte le caratteristiche. “Viene innanzitutto effettuato un esame visivo per individuare eventuali difetti superficiali dovuti ad usura o rottura dei conî. Si procede, quindi, al controllo dei valori del diametro, del peso e della conducibilità elettrica. Qualora si riscontri che uno o più parametri sono al di fuori dei valori standard, si ferma la produzione e si scarta l’intero lotto di appartenenza. Una volta che il lotto è stato accettato, si procede alla contazione e al confezionamento delle monete per avviarle alla spedizione”[1]. In particolare, un tempo le monete venivano inserite dentro sacchetti, con un prefissato numero di monete, chiusi dentro dei barili metallici sigillati che vengono spediti alle Tesorerie Provinciali della Banca d’Italia attraverso dei vagoni ferroviari. Oggi, vengono confezionate in rotolini.
Da ultimo, si segnala che Domenico Luppino nel suo interessantissimo libro[2] riporta che alla Zecca italiana vengono eseguite le seguenti operazioni di controllo per verificare la conformità delle monete:
- “Prelevamento e registrazione su un registro cartaceo dei numeri di matricola dei conî installati sulla pressa;
- Avviamento della macchina a colpo singolo (quindi non a ripetizione, ma coniando un pezzo per volta) per la messa a punto definitiva della stampa dopo il cambio dei conî;
- Controllo qualitativo, dimensionale e di allineamento delle immagini impresse sulle prime tre monete prodotte e relativa registrazione sul rapportino scritto inerente la produzione;
- Accantonamento delle prime tre monete prodotte dopo il cambio dei conî per le eventuali verifiche effettuate durante il turno da parte del responsabile del turno stesso o dagli stesse tecnici della Zecca;
- Controllo periodico della qualità delle monete prima che il relativo contenuto di monete coniate venga riversato nel cassone;
- Segnalazione al capo turno dell’eventuale produzione di monete non conformi per qualsiasi motivo;
- Registrazione sul registro di produzione delle monete non conformi eventualmente prodotte ed indicazione della tipologia della non conformità;
- Isolamento e messa a scarto delle monete non conformi ovvero, in caso di inquinamento del cassone, dell’intero contenuto del contenitore stesso”.
Infine, si precisa che normalmente, prima di procedere alla coniazione in serie delle monete destinate alla circolazione, possono essere eseguiti dei progetti che, dopo aver superato alcune prove di carattere tecnico (misure, peso e titolo) ed estetico (gradimento da parte dell’autorità emittente), passano allo stadio delle prove. La prova è in tutto e per tutto uguale all’esemplare “normale” ma con la dicitura “PROVA” scritta in caratteri minuti sul campo. Queste monete di prova passavano poi al vaglio dell’autorità per l’autorizzazione finale a procedere[3].
Tutto ciò posto, va osservato che la coniazione delle monete da parte di una coppia di conî è un processo che conferisce alla superficie della moneta delle caratteristiche uniche e peculiari che non si riscontrano in altri casi (es. battitura con conio singolo, fusione, etc.). Ad esempio, gli angoli ed i bordi delle figure in rilievo hanno una tipica forma arrotondata che è una caratteristica peculiare del processo di coniazione.
Questa considerazione ci serve per introdurre un concetto fondamentale nel collezionismo degli errori di coniazione: “il processo di coniazione termina nel momento in cui la coppia di conî comprime il tondello formando la moneta”[4]. Tutto quello che accade dopo questo istante, che avvenga o meno all’interno della zecca, non è parte del processo di coniazione e non è atto ad aggiungere alcun valore numismatico alla moneta.
Infatti, le caratteristiche peculiari presenti nella superficie della moneta a seguito della battitura, consentono una sorta di “certificazione di autenticità” di tutto ciò che è avvenuto prima di quell’istante. Ciò che invece avviene successivamente non può essere provato e tracciato, e quindi va considerato come “danneggiamento” o “alterazione”, anche se astrattamente si possa verificare dentro la pressa.
____________________
[1] Nicola Ielpo, La fabbrica del denaro, Texmat, 2008, pag. 110.
[2] Domenico Luppino, Stato e collezionismo – Indagine sulla numismatica, Montenegro Editore, 2009.
[3] Cronaca Numismatica, Speciale n. 6/1998, pag. 25.
[4] Alan Herbert, Official Price Guide to Mint Errors, House of Collectibles, VI^ ediz., 2002, pag. 40.