Fabbricazione dei tondelli nell'epoca industriale
La tecnica di produzione dei tondelli non ha subito profondi cambiamenti rispetto all’epoca pre-industriale e a testimoniarlo ci sono parecchi articoli di riviste a cavallo tra il XIX° ed il XX° secolo che ci descrivono in modo molto accurato come venivano fabbricati i tondelli in quell’epoca. In particolare, le citazioni che seguono – salvo diversamente indicato – sono tratte da un articolo di Giuseppe Maria Viti pubblicato sulla rivista “La Lettura” del Corriere della Sera del marzo 1912.
Il processo iniziava con la fusione dei metalli i quali potevano essere acquistati dalla Zecca oppure potevano essere ricavati da vecchie monete ormai fuori corso e al riguardo Viti scriveva: “Un manovale versa nei crogiuoli l’argento e il rame si da ottenere il titolo necessario: e v’aggiunge un sacco di vecchi scudi. […] Lentamente la consistenza del metallo vacilla: la forma quadra del pane s’addolcisce negli spigoli, s’infossa nel centro; gli scudi perdono visibilmente il loro suono tinnulo; tutta la massa sembra esitare, oscilla, diventa indecisa e tenera, si disgrega, perde i suoi contorni, si riduce in bagno. Su questa materia viscida e molliccia si gettano pezzi di carbone ardenti, non già per attivare il calore, ma per ardere le esalazioni dei vapori del rame ed evitare, così, l’ossidazione del metallo fino.
 |
| Figura 83 – Lingottiere dell’argento nella Regia Zecca di Roma. Fonte: Pierotti (1902) |
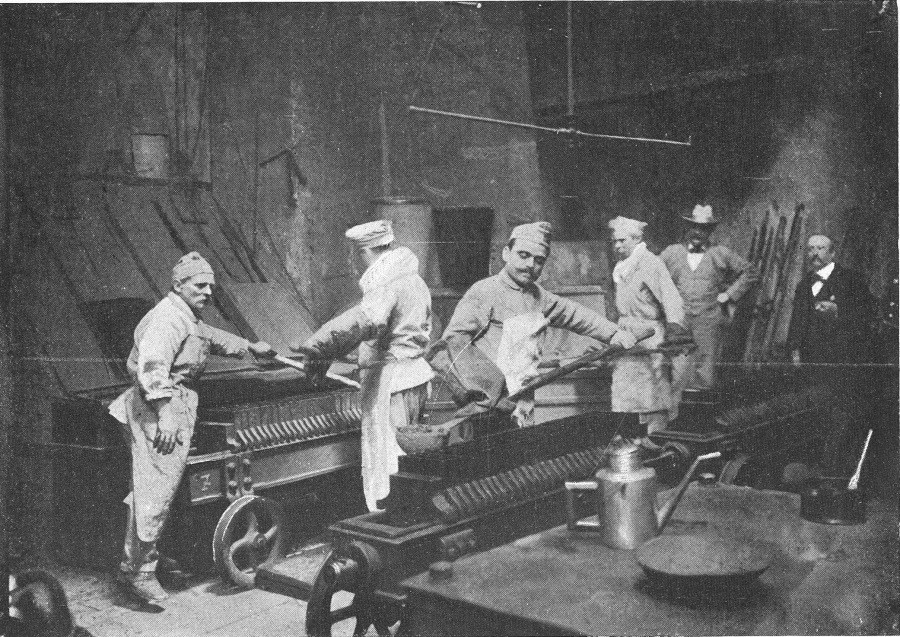
I manovali […] tormentano il metallo con enormi cucchiai di grafite. Allorché la fondita è giunta a buon punto «si prende la goccia»: una piccola stilla d’argento che vien portata lassù, nel laboratorio dell’alchimista, del chimico saggiatore, insomma, il quale deve controllare la giustezza della lega. Ora la fusione è perfetta. Gli artieri con i cucchiai prendono rapidamente il metallo dai crogiuoli e lo versano nelle oleose lingottiere di ghisa. Un rivolo di fuoco liquido sgorga, bianco come il mercurio, con qualche fuggevole sfumatura d’iride. S’ode la colata discendere ne fori e soffiare e stridere e balzare alla più lieve traccia di ghisa sfuggita all’untume. Giunto al sommo del foro, il metallo si ferma e incupisce. La lingottiera? È un carrello che sopporta una serie di tavolette scanalate e combacianti a coppie, sì da formare numerosi vuoti verticali a sezione rettangolare. Allorché, dopo il versamento e il raffreddamento del metallo, s’allentano i torchi che tenevano strette insieme le tavolette, tante verghe d’argento quanti erano i vuoti vengono liberate e portate, previa pesatura di controllo, alla sala dei grandi laminatoj”.
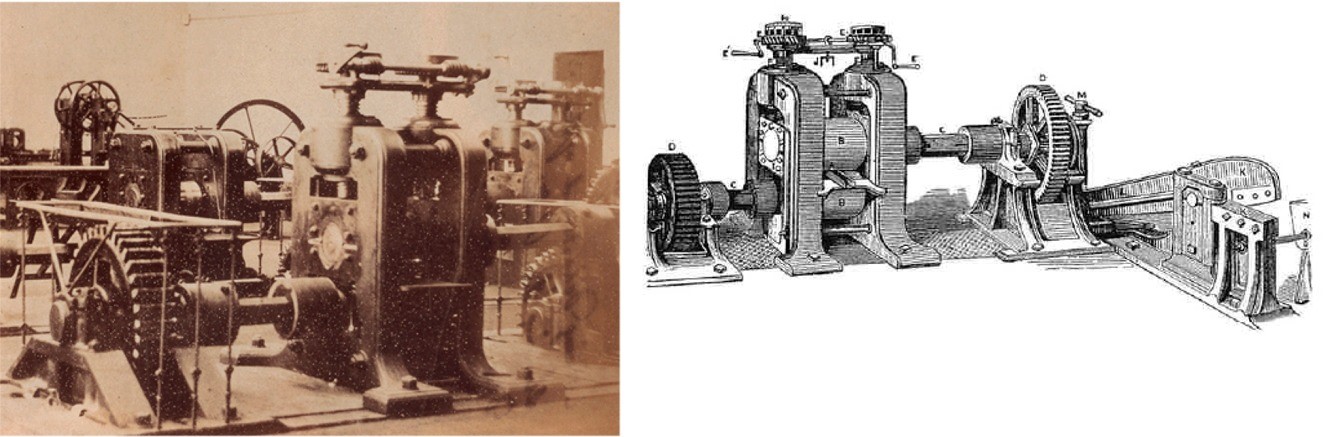 |
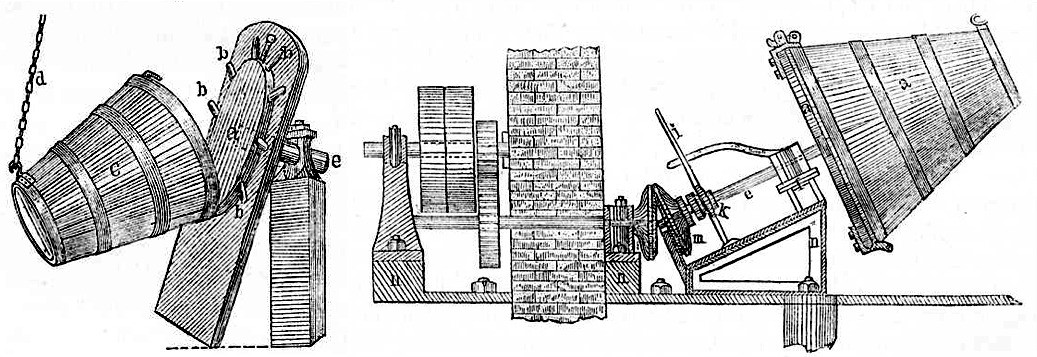
| Figura 84 – Laminatoio a vapore della Maudslay Sons & Field utilizzato da Boulton |
Una volta prodotte le verghe, le stesse dovevano essere portate nel reparto dei laminatoi dove venivano ridotte in sottili lastre di metallo.
“I laminatoj sono «azionati» da motori elettrici, che hanno sostituito quelli a gas esistenti fino a ieri nella vecchia Zecca. […] Due cilindri d’acciaio girano verticosamente su cuscinetti bronzei. La verga è posta da un operaio tra i due cilindri che la trascinano per frizione, la dilaniano, la stirano, l’assottigliano, l’allungano. Un altro artiere la riceve dalla parte opposta del laminatoio. Due tre quattro volte la verga, divenuta ormai una lamina, passa tra i due cilindri che man mano s’avvicinano e sembrano già quasi abolire il loro intervallo”.
Con riferimento ai laminatoi, l’innovazione principale introdotta durante l’epoca industriale è stata probabilmente la loro automazione che ha permesso un’accelerazione del lavoro e l’ottenimento di una maggiore uniformità. In particolare, la forza per comprimere le lamine veniva trasmessa attraverso delle cinghie che collegavano la ruota del laminatoio ad un asse ruotato da motori elettrici o a gas.
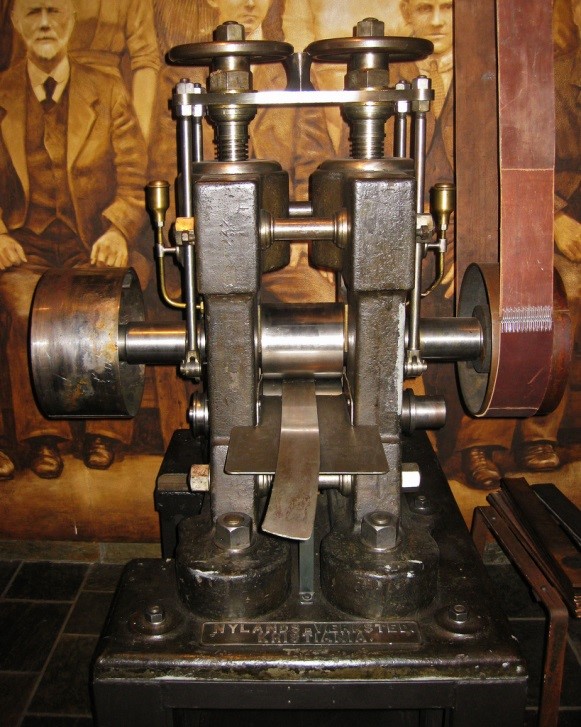 |
| Figura 85 – Piccolo laminatoio della zecca norvegese (Museo di Krongsberg) |
Inoltre, si cominciò a produrre dei laminatoi dedicati a seconda dello spessore del metallo da spianare: (a) laminatoi sgrossatori, (b) laminatoi mezzani e (c) laminatoi rifinitori.
“Ma sotto il tormento e la forza dilaniatrice dei cilindri, il metallo, battuto a freddo, s’ è inasprito: ha raggiunto tale un grado dì densità che una nuova pressione lo frangerebbe. Allora, per ridare la libertà, l’equilibrio, la snellezza alle molecole, si mettono le verghe al forno di rincozione. Le lamine, deposte su una predella girante, sono, con vicenda alterna e regolare, lambite dalle lingue di fuoco di un chiaro carbone ardente. Fatte malleabili, sono portate ancora ai laminatoi: ai laminatoi medi, questa volta. La forza dei cilindri rincrudisce il metallo ad ogni stiratura: e nuove rincozioni s’impongono. Ora, la lucida fascia argentina è matura per subire l’ultima compressione dei laminatoj egualizzatori. Quivi la lamina acquista l’eguaglianza dello spessore voluto.
Ma, per quanto matematici possano essere i movimenti dei vari laminatoi, non è difficile che i ristretti limiti della tolleranza siano stati sorpassati. Ed allora tre tondelli vengono ricavati dalla lamina: uno al centro e due alle estremità. Si pesano. La lamina è nuovamente compressa o daccapo rifusa, a seconda che i tondelli risultino troppo pesanti o troppo leggeri.
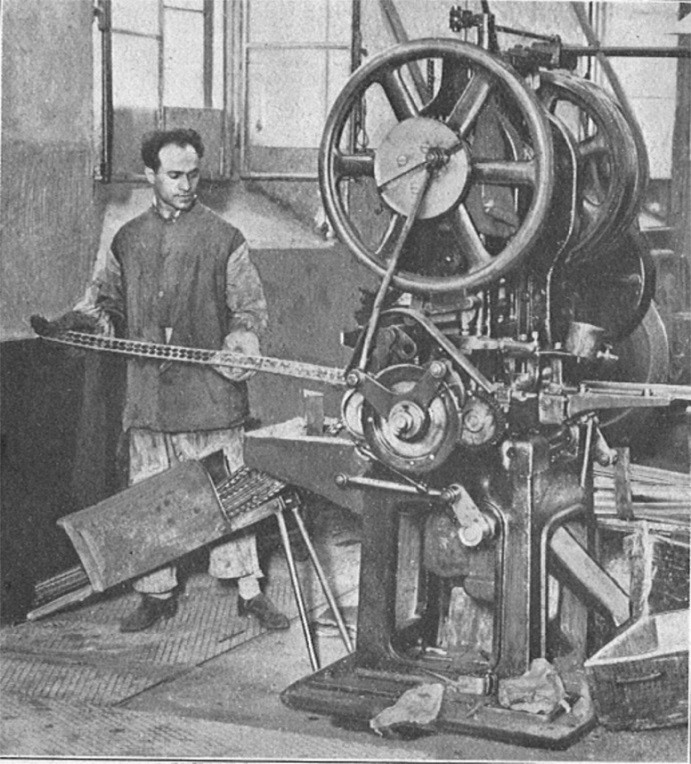 |
| Figura 86 – Pressa punzonatrice della Zecca di Roma. Fonte: Cerquiglini (1926) |
Se la differenza è minima, le lamine vanno ai tagliuoli, dove, con un sistema analogo a quello usato dai controllori ferroviari per la foratura dei biglietti, un implacabile punzone percuote la lamina che trascorre da sé sola su una superficie piana, interrotta – in corrispondenza del punzone, s’intende – da un foro che inghiotte il bel disco argenteo ottenuto con la percossa: il tondello. […] può tagliare centomila tondelli al giorno… Le lamine escono dai tagliuoli trasformate nella foggia e nel nome: crivellate da due file di buchi, si chiamano cesaglie.
Così come sono non possono evidentemente servire alla fabbricazione delle monete: bisogna rifonderle, laggiù, nei vasti crogiuoli insieme ai vecchi scudi, ai pani di «fino» e insieme ai tondelli mal tagliati”. Poteva tuttavia capitare che qualche tondello “mal tagliato” non fosse scartato e finisse tra quelli regolari.
Presso la Regia Zecca, la tagliatura dei tondelli avveniva secondo il seguente sistema: “si portano con la laminazione le lame [lastre di metallo, ndr] allo spessore voluto senza prove di taglio, poi le lame sono assortite in tre o più classi con un tagliolo tipo, sennonché i tondelli di prova riescono di peso regolare, eccedente o leggero. Dopo, le lame classificate leggere passano sotto un tagliolo di diametro abbondante e quelle classificate pesanti sotto un tagliolo di diametro scarso. Per tal modo si ottiene una specie di compensazione e si riduce la massa dei tondelli ad avere peso regolare” (Relazione della Zecca 1911-1912).
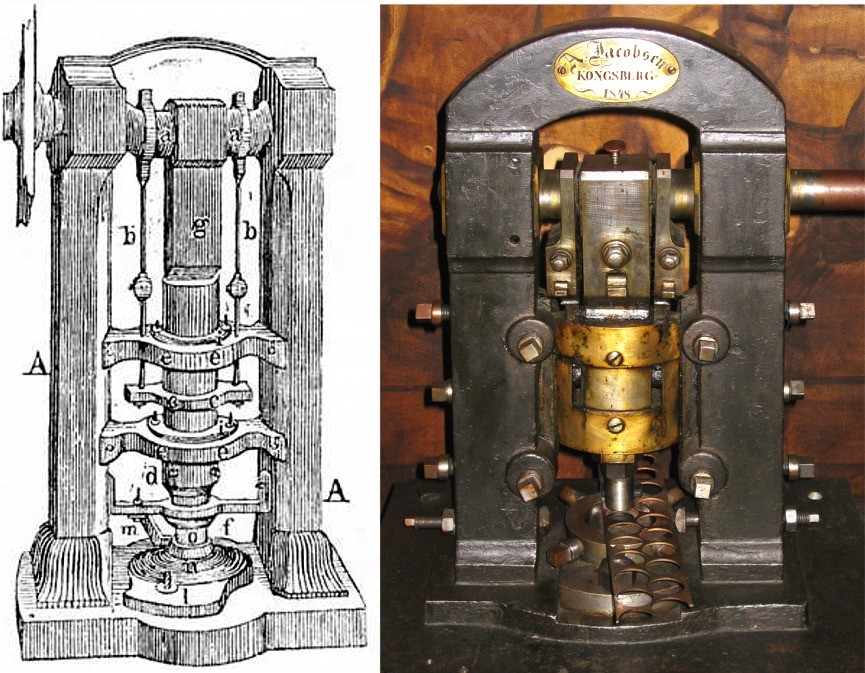 |
| Figura 87 – Presse punzonatrici prima metà del XIX° secolo. Fonti: Schlösser (1884) a sinistra e Museo di Kongsberg a destra |
Va segnalato che le presse punzonatrici dei primi anni del XIX° secolo erano delle semplici presse eccentriche montate su una robusta struttura ad arco. Il punzone superiore era fissato alla colonna mobile, mentre il punzone inferiore era fissato al piatto sopra il quale scorreva la lastra di metallo.
E’ importante sottolineare che, in queste prime macchine, le lastre di metallo venivano alimentate manualmente dall’addetto alla pressa e solo in seguito furono introdotti dei rulli di alimentazione volti ad automatizzare anche questa fase del processo. Come ci viene testimoniato dalle macchine punzonatrici in uso presso la zecca di Ralph Heaton & Sons questi rulli vennero presto dotati anche di una frizione per evitare che la lastra di metallo ritornasse indietro a causa di malfunzionamenti.
“Poiché i tondelli sono verificati uno ad uno, a mano e a vista, da operai tanto abili che sogguardano con un certo disprezzo una macchina di dubbia utilità – la cernitrice. – Questa, mediante una lunga striscia di tela scorrente su appositi cilindri, dovrebbe presentare automaticamente ed alternativamente, sotto l’occhio vigile dell’operaio, le duplici facce dei tondelli. Ecco, invece, un’altra macchina, che è un pressi i simboli a tutto rilievo, il tondello esce capolavoro di delicatezza, di forza, di precisione: la macchina per orlettare. Sembra avere una vista, un udito, un tatto, un senso d’equilibrio straordinari.
Ma ha anche un segreto: che, i fabbricatori di monete false riescono a far tutto, più o meno approssimativamente, tranne l’orletto: l’incisione meccanica, cioè, della parola Fert, della Stella e del Nodo d’Amore sullo spessore della moneta. È difficile imbattersi in una macchina d’apparenza più semplice di questa. Sembra quasi impossibile che debba contenere un impalpabile segreto. Due blocchetti scanalati si muovono continuamente su un piano orizzontale e in senso inverso: uno a destra e l’altro a sinistra. Nella scanalatura dei blocchetti, come in due piccole rotaie, scivola, compiendo mezzo giro da una parte e mezzo giro dell’altra, il bordo della moneta la quale vien giù da un serbatoio cilindrico. E poiché in fondo alla scanalatura sono impressi i simboli a tutto rilievo, il tondello esce pressi i simboli a tutto rilievo, il tondello esce fuori da un altro tubo con sullo spessore i medesimi simboli, incisi. Penso che il segreto consista nel mantenere alla moneta la perfetta orizzontalità. Una deviazione verticale d’un capello, e sarebbe lo sfacelo”.
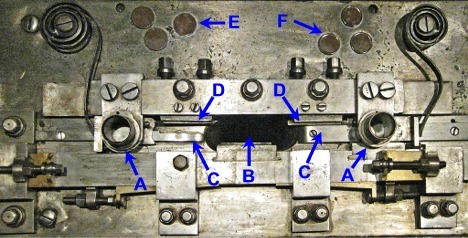 |
| Figura 88 – Macchina orlettatrice della zecca norvegese (Museo di Krongsberg). Legenda: (A) tubi di alimentazione dei tondelli, (B) foro di espulsione dei tondelli orlettati, (C) barra rettilinea fissa, (D) barra rettilinea mobile, (E) tondello grezzo da orlettare e (F) tondello orlettato |
Nell’epoca industriale l’operazione di orlettatura è stata notevolmente migliorata e nuove tecniche sono state introdotte. Infatti, la coniazione con le presse monetarie automatizzate e l’utilizzo della virola richiedevano dei tondelli di dimensioni molto regolari. Al riguardo, ci si rese conto che l’orlettatura conferiva alla moneta un diametro regolare e facilitava la coniazione, soprattutto lungo il bordo. Le macchine azionate manualmente non erano quindi più sufficienti a garantire il livello di qualità richiesto e non erano di certo in grado di soddisfare la crescente domanda di monete.
Pertanto si dovettero ideare delle nuove macchine più veloci ed efficienti. Come abbiamo visto per la Zecca di Roma, spesso contestualmente all’operazione di orlettatura si procedeva anche all’incisione del contorno utilizzando la stessa macchina.
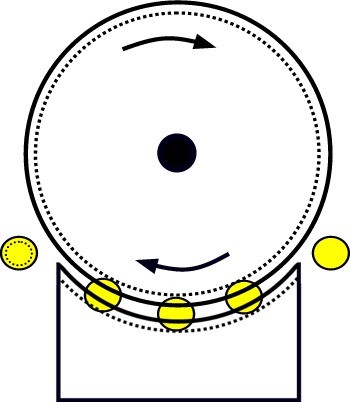 |
| Figura 89 – Macchina orlettatrice con disco rotante |
In un primo tempo, similmente all’invenzione di Pierre Blondeau e di Jean Castaing poi (cfr. capitolo precedente), l’orlettatura e la coniazione del contorno avveniva attraverso l’azione combinata di due barre rettilinee (una fissa e una mobile) con eventualmente incise le legende o le figure da riportare sul contorno. Tuttavia, invece di avere solo una coppia di barre, le nuove macchine dell’ottocento possedevano due (cfr. Figura 88) o addirittura quattro coppie di barre. Inoltre, i tondelli venivano alimentati attraverso dei tubi che ne consentivano l’impilamento e quindi una velocizzazione del processo.
In seguito, le due barre rettilinee furono sostituite da un disco rotante e da una barra curva che riportavano uno o più solchi i quali congiuntamente formavano dei percorsi obbligati dove venivano fatti scorrere (rotolando) i tondelli. Il disco rotante e la barra curva erano posti uno adiacente all’altro in posizione orizzontale o verticale.
Tuttavia, nel 1860 Meredith Jones – un’operaia della zecca inglese – ideò una nuova macchina orlettatrice che ebbe un’enorme successo e diffusione presso le zecche europee, tra cui quella di Roma, ed il suo principio di funzionamento è impiegato tuttora. Questa nuova macchina (cfr. Figura 90) prevedeva che il disco rotante fosse in un asse diverso rispetto ad una barra rettilinea.
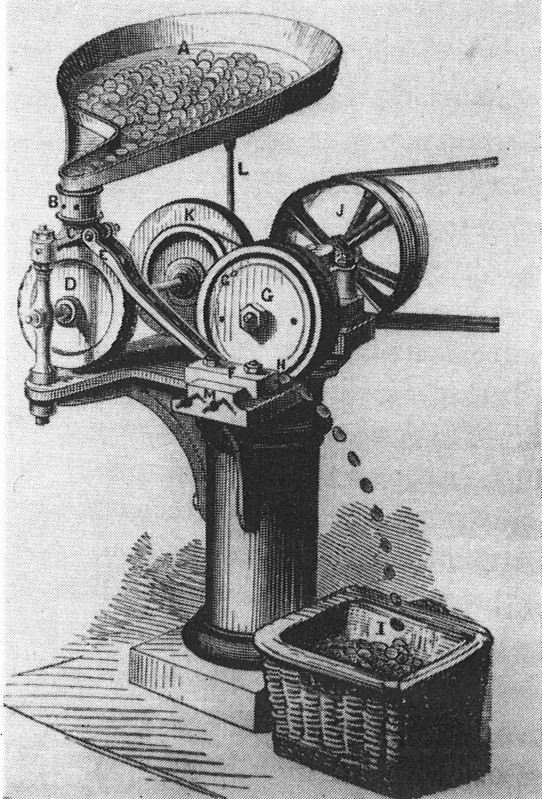 |
| Figura 90 – Macchina orlettatrice di tipo Jones. Fonte: Ansell (1871) |
In particolare, il disco rotante era posto in verticale, mentre la barra rettilinea era fissata in orizzontale alla base su cui scorrevano i tondelli. Quest’ultima si trovava in una posizione opposta rispetto alla parte inferiore del disco rotante e le due scanalature contrapposte formavano un percorso obbligato per i tondelli. Quest’ultimi venivano portati nell’area di orlettatura attraverso una ruota dentata che li faceva scendere uno ad uno lungo uno scivolo di alimentazione. La macchina orlettatrice di tipo Jones era in grado di produrre 700 tondelli orlettati al minuto.
Presso la Regia Zecca di Roma, una volta orlettati, i tondelli venivano messi “in una specie di buratto da cui scorrono su d’un tappeto girante (tapis roulant), che li mostra prima da una parte e poi capovolti. L’ingegnoso meccanismo è stato inventato da uno dei migliori operai della Zecca, mutilato di guerra, il compianto Basili Quintilio, che ebbe per la sua invenzione la nomina a Cavaliere subito dopo la prima visita di S.E. Mussolini allo stabilimento” (Cerquiglini, 1926).
“Le scorie della fondita, gli ossidi di rame, gli olii dei laminatoi, il pulviscolo dell’officina, hanno talmente annerito e ingrassato i tondelli, che sarebbe impossibile riconoscere in essi le visibili proprietà dell’argento. Bisogna allora sottoporli al bianchimento. Riscaldati al color rosso entro un vaso chiuso, i tondelli sono deposti in una specie di barile, molto crivellato, che gira su sé stesso e pesca entro un bagno d’acido solforico diluito. Lavati in acqua, con identico sistema, i tondelli, ora bianchissimi, vengono sgocciolati da una macchina centrifuga e asciugati lentamente su tiepidi padelloni di rame, a doppio fondo.
 |
| Figura 91 – Barile in legno girevole. Fonte: Schlösser (1884) |
Ma, oltre al titolo, queste quasi-monete debbono corrispondere al loro peso esatto. Perciò, dal riparto-bianchimento i tondelli passano all’aggiustatoio, dove i pezzi vengono automaticamente pesati e anche «aggiustati» dalle tornitrici se, per avventura, risultino troppo pesanti. Nel caso di soverchia leggerezza non c’è rimedio: i tondelli ritornano in fonderia, che è, in questo senso, il vero refugium peccatorum. Dirò subito che le tornitrici sorta di frese o tornii, riducono di peso i tondelli mediante l’abrasione di un truciolo di metallo. I tondelli assumono, dopo questa operazione, un aspetto curiosissimo: una nera zona circolare, come un fosco alone, interrompe la bianchezza del metallo. Ma un nuovo imbianchimento toglie la bruna impurità emersa dalla sottocute del tondello. Poi naturalmente, nuova pesatura. La quale è fatta con macchine d’una ingegnosità sbalorditiva. Le pesatrici protette da grandi scatole di cristallo, sembrano contenere qualche cosa di più che non quei delicati e lucidi trabocchetti tenuti in bilico dalle àgate prigioni. Piccole mani invisibili di fate, di elfi, di silfidi, di gnomi, di tutti gli immateriali spiriti aerei debbono, certo, trafficare, annaspare, carezzare, scegliere, amare, odiare, là dentro, sotto il cristallo ironicamente trasparente….
Le pesatrici suddividono i tondelli, a seconda del peso, in sei classi e dunque in sei scatole contigue. Nelle due centrali vanno a cadere i tondelli di peso esatto; nelle due estreme i tondelli decisamente troppo pesanti o troppo leggeri; nelle intermedie – seconda e quinta – quelli che, accostandosi al peso esatto senza tuttavia raggiungerlo, debbono essere nuovamente controllati a mano.
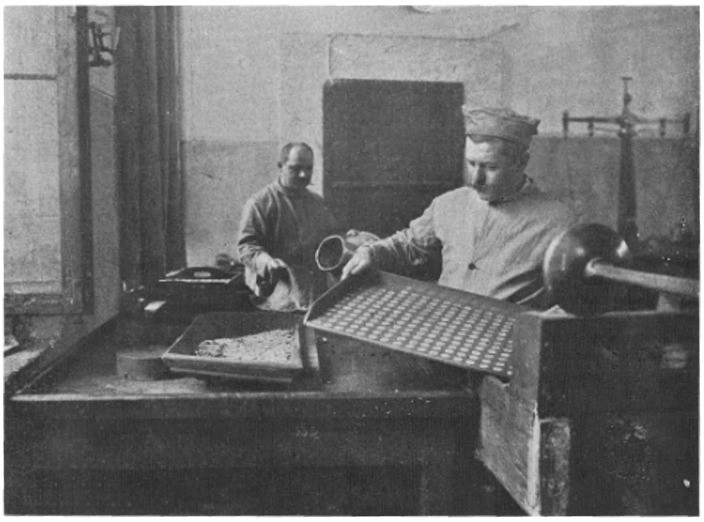 |
| Figura 92 – Contazione delle monete alla Regia Zecca di Roma. Fonte: Pierotti (1902) |
Una pesatrice è costituita da una fila di bilancette. In un dei piatti di ciascuna bilancia è il peso-tipo; dell’altro – sorta di cestello metallico – una piccola mano di elfo va a deporre uno dei tondelli che con agilissime dita, aveva tolto, poco prima, da un serbatoio tubolare. Ed ecco che il bilico della bilancia, cui irrigidivano due artiglietti di gnomo, viene leggermente liberato da una diafana mano di fata. Ora la bilancia può pesare: ma, assunta che abbia la propria posizione di peso, il vigile gnomo ferma coi suoi artigli il bilico. Un dito geloso s’avanza cauto e scaccia dal cestino il tondello giudicato, lasciando che questi se ne vada al suo destino: in uno, cioè, dei canaletti obliqui che menano alle sei scatole. E’ evidente che, a seconda dell’altezza in cui s’è fermato il piatto a cestino della bilancetta, il tondello precipita in questa o quell’altra imboccatura dei canaletti. Ma appena il tondello è stato cacciato via, gli artiglietti s’allentano un poco per lasciare che la bilancia ritorni alla sua perfetta orizzontalità. Sùbito si richiudono. Ma la piccola mano di fata è già pronta a liberare il bilico perché si giudichi il successivo tondello. I lucidi dischi, così pesati ad uno ad uno, vengono contati, a piccoli lotti uniformi, mediante una speciale tavoletta di legno dove è inciso un determinato numero di cunette, a guisa di grosso e molteplice astuccio per contener medaglie. Come una pala, la tavoletta raccoglie un mucchio di tondelli. Poi, agitata a mo’ di staccio, trattiene tanti tondelli quante sono le cunette e fa scivolar via il superfluo”.