Battitura dei tondelli nell'epoca pre-industriale
Per quanto riguarda la battitura dei tondelli, nel periodo pre-industriale furono introdotti principalmente quattro macchinari diversi, alternativi alla coniazione a martello: la pressa a caduta, il bilanciere, la pressa a rulli e la pressa a tasche. I primi due si basavano essenzialmente su sistemi meccanici volti ad incrementare la forza dei colpi del tradizionale martello, mentre gli altri due vennero sviluppati prendendo spunto dal meccanismo su cui si basava il laminatoio.
Pressa a caduta
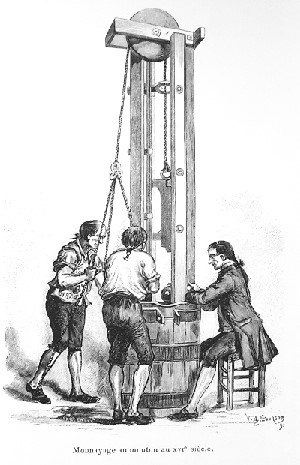
Alla fine del XV° secolo è stata inventata in Francia la pressa a caduta (anche detta maglio a caduta o mouton) che forse rappresenta il primo esempio di meccanizzazione del processo di battitura. La pressa a caduta è un dispositivo meccanico che ricorda molto la macchina ideata da Leonardo per tagliare i tondelli. Infatti, similmente alla macchina leonardesca frutta la forza cinetica di un peso portato ad una grande altezza per battere un tondello posto tra due conî.
 |
| Figura 60 |
In particolare, un peso la cui massa era proporzionale al tondello da battere veniva sollevato fino in cima ad una incastellatura alta e stretta grazie ad una corda che, passando attraverso ad una grande ruota posta nel punto più alto della macchina, veniva tirata da alcuni uomini o da un cavallo.
Poi la corda veniva rilasciata, facendo cadere il peso sopra il conio superiore. La forza cinetica del peso veniva quindi trasferita al conio superiore al fine di battere il tondello. Il conio inferiore era solitamente fissato sulla base della macchina.
La moneta veniva quindi controllata per verificare la qualità delle impronte e se non erano ritenute soddisfacenti, il martello veniva rilasciato di nuovo per avere la qualità desiderata.
Questa pressa non era molto efficiente in quanto consentiva di coniare poche monete, circa 10-15 al minuto, ed anche l’allineamento dei due conî era particolarmente difficoltoso; per mantenere in posizione i due conî quando arrivava il colpo del maglio, gli stessi spesso prevedevano un meccanismo costituito da dei perni posti su uno dei conî che si dovevano incastrare nei corrispondenti fori dell’altro. Il meccanismo era simile a quello dei conî a scatola (cfr. capitolo precedente).
Peraltro, i continui colpi violenti rischiavano di danneggiare più velocemente i due conî e favorivano gli errori di coniazione, spesso causati da una doppia battitura dovuta ad una vibrazione o ad un rimbalzo del conio.
Tuttavia, questa macchina aveva il vantaggio di essere relativamente semplice e poco costosa visto che era essenzialmente fatta di legno e non richiedeva lavorazioni complesse come quelle del bilanciere. Vista la scarsa produttività, essa fu principalmente utilizzata per la coniazione di medaglie o per le monete di grande modulo, di cui solitamente si coniavano piccoli quantitativi.
La pressa a caduta costituisce un’invenzione molto importante non solo perché ha probabilmente segnato l’inizio della meccanizzazione della fase di battitura, ma anche perché – come è già stato evidenziato – da essa si sarebbe poi sviluppata l’attuale tecnica di produzione dei conî.
Secondo alcuni studiosi, la pressa a caduta costituisce l’anello di collegamento tra la coniazione a martello ed il bilanciere; tuttavia, questa ipotesi, benché suggestiva, non è al momento suffragata da alcun documento. Alcune tracce documentali di monete coniate con la pressa a caduta si riferiscono alla monetazione francese della fine del XVIII° secolo e a quella inglese dell’inizio del XIX° secolo[1]. In Francia la prima testimonianza scritta di coniazione attraverso una pressa a caduta è quella riportata da Charles Coulomb in una memoria di lettura all’Académie des Sciences del 24 febbraio 1798 (Expériences sur la force des hommes): “[…] per diversi mesi presso la zecca di Parigi, degli uomini hanno coniato delle monete con una pressa a caduta. Ecco in cosa consisteva il lavoro di una giornata: il peso della pressa pesava 38 kg; era gestito da due uomini che esercitavano quindi uno sforzo di 19 Kg ciascuno. Il peso veniva sollevato a 4 decimetri di altezza ad ogni colpo, in una giornata venivano battuti 5200 pezzi, vale a dire che il peso veniva sollevato 5200 volte”[2].
Si ipotizza che la pressa a caduta sia stata utilizzata in Francia nel 1791 per coniare le monete in rame della nascente Repubblica, al fine di far fronte al rilevante fabbisogno di monete visto che è anche uno dei mezzi di coniazione tra i più economici.
Inoltre, si hanno testimonianze dell’utilizzo di questa tipologia di macchina anche in Italia, ad esempio presso la zecca di Modena; infatti, in un suo inventario del 1676 è stato scritto: “torchio, anzi mortaio di bronzo segnato con le lettere B.D.G.”, probabilmente si trattava di una pressa a caduta.
Il bilanciere
Il bilanciere è essenzialmente una macchina che ha la funzione di moltiplicare la forza muscolare attraverso l’utilizzo di una leva attaccata ad una grande vite. In particolare, la struttura portante è costituita da una base piana sulla quale è fissata una cornice (o telaio o incastellatura) di bronzo, e più tardi in ferro, alla quale è vincolata, mediante il dado o madrevite, un perno (o albero) verticale lavorato a vite. La madrevite è ricavata direttamente nell’incastellatura, mentre la vite ruota entro ad essa per effetto del moto rotatorio. Il perno costituisce l’asse del bilanciere: sull’estremità superiore è saldato il braccio, terminante con due sfere o dischi di piombo posti ad uguale distanza dal perno, che hanno la funzione di accrescere l’impatto cinetico del punzone sul tondello, sfruttando l’accoppiamento di vite e madrevite. Solitamente, ai due pesi venivano attaccate delle corregge di cuoio o delle corde che servivano a facilitare la presa da parte dell’addetto o, più spesso, degli addetti della zecca che avevano il compito di far ruotare il braccio.
Poi c’era un altro operaio che aveva la funzione di mettere il tondello e poi di rimuovere la moneta appena coniata.
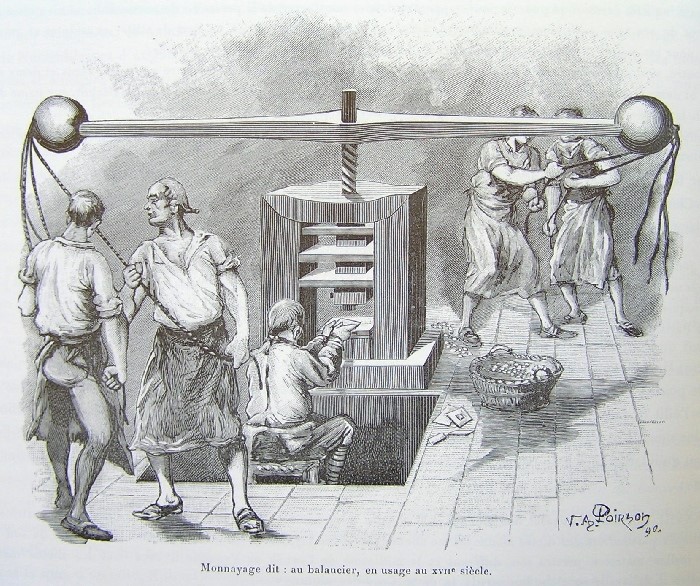 |
| Figura 61 – Bilanciere. Fonte: vldsnumis.free.fr |
La filettatura della vite era formata da più filetti, detti anche “vermi”, per aumentarne la resistenza. Il passo della vite definiva le caratteristiche del bilanciere assieme alla lunghezza del braccio ed al peso delle sfere. Sull’estremità inferiore del perno era incastrato il conio superiore, essendo quello inferiore vincolato alla base della struttura. La vite, ruotando per effetto dei pesi posti sul braccio, acquistava da essi energia cinetica che si scaricava sul tondello metallico posto tra i due conî, imprimendovi le impronte della moneta o della medaglia. In particolare, la vite ruotava e scendeva lungo la madrevite finché trovava un ostacolo – vale a dire il conio superiore che batteva contro il tondello – su cui scaricava tutta la forza; a questo punto la vite si arrestava bruscamente ed il suo moto rotatorio si invertiva per risalire lungo la madrevite.
Era importante che la cornice dei bilancieri – anche detta castello o castelletto o fusto – fosse composta da una struttura molto solida, perché la stessa doveva resistere ad una forte torsione trasmessa dal braccio sul perno. Inoltre, anche la base su cui si poggiava la cornice doveva esse molto pesante e ben piantata a terra, al fine di evitare che una frenata improvvisa del braccio facesse ruotare l’intero bilanciere. La cornice era composta da tre parti: (i) la “testa” in cui era fissata la madrevite, (ii) i “cosciali laterali” che univano la testa con il basamento e (iii) il “basamento” che veniva fissato sopra un grande supporto di legno o pietra per dare stabilità alla macchina ed ammortizzare il colpo trasmesso al suolo.
I vantaggi della coniazione con il bilanciere in luogo di quella a martello erano evidenti e molteplici: innanzitutto, vi era una maggiore uniformità del prodotto, unita ad un’economicità determinata dal minor tempo di battitura; in ultimo, la moneta coniata al torchio era molto più difficile da falsificare ed assai più bella di quella coniata a mano. Questa macchina poteva battere circa 30 pezzi al minuto, ma il lavoro era molto faticoso e doveva essere svolto da una squadra di almeno cinque uomini.
I primi bilancieri furono utilizzati in Italia intorno all’inizio del XVI° secolo. Tuttavia, come è già stato osservato, per ben due secoli il loro impiego all’interno delle zecche europee fu piuttosto limitato e solo nel XVIII° secolo diventò il principale strumento di coniazione. Le difficoltà iniziali ad adottare le presse a vite nelle zecche europee trovano spiegazione anche nell’osservazione di Benvenuto Cellini circa la maggiore spesa cui si doveva andare incontro per procurarsi l’attrezzatura, in confronto ai semplici utensili necessari al conio ordinario.
Peraltro, come è già stato ricordato, fu proprio Benvenuto Cellini la persona a cui viene solitamente associato il primo utilizzo di un torchio a vite per coniare delle monete e delle medaglie. Benvenuto Cellini ne ha anche descritto il funzionamento nel suo Trattato sull’oreficeria, lasciandoci una preziosa testimonianza. Il Trattato di Cellini non riporta purtroppo alcun disegno di tale pressa, ma A.R. Hall ha tentato una ricostruzione, fatta in base alle descrizioni contenute negli scritti, risalenti a poco metà del Cinquecento.
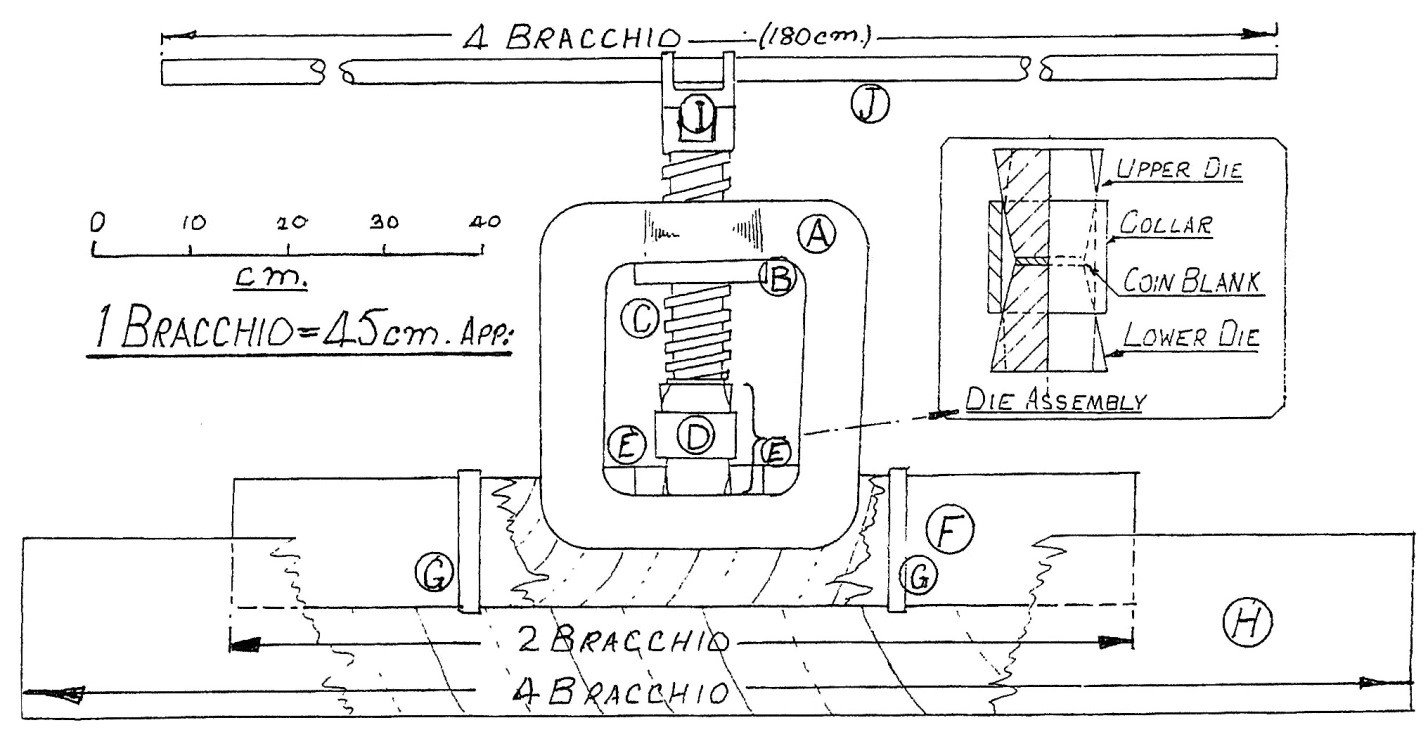 |
| Figura 62 – Ricostruzione del torchio del Cellini. Fonte: Cooper (1988) |
Cellini suggerisce di costruire un telaio in ferro abbastanza lungo da permettere l’entrata – oltre ai due conî quadrati sui quali la medaglia viene battuta – alla madrevite, ottenuta per fusione intorno alla vite maschio di ferro; infatti, la tecnologia disponibile all’epoca non era in grado di scavare il filetto sul foro interno. “La forza della vite”, nota Cellini, “da cui si dipartono i diversi e contrari cammini della parte mobile” è tale da rendere il procedimento più economico del conio “a martello o a fusione”. Infatti, “in varie distanze dal suo centro, l’invenzione adopera con continua egualità di forza, cosicché, per ogni medaglia stampata con il conio ordinario, ne vengono stampate venti con il nuovo torchio”.
Con l’aiuto di quattro uomini esperti nel tenere a posto gli stampi ed il pezzo da coniare, Cellini afferma di poter coniare medaglie “pressoché perfette”. Inoltre, Cellini sostiene di aver coniato in questo modo più di cento medaglie per papa Clemente VII°, senza dover mai ricorrere “al maglio o al fuoco”, vale a dire alla coniazione a martello e alla fusione[3].
Fortunatamente alcuni dei conî da lui stesso incisi ed utilizzati nel suo bilanciere sono conservati presso il Museo Bargello di Firenze. Un’analisi di quei conî ha consentito di scoprire come Cellini sia riuscito a risolvere il problema della rotazione del conio superiore al momento dell’impatto.
Infatti, si ritiene che, in questi primi prototipi di bilancieri, i due conî fossero “mobili” e quindi non fissati al telaio o alla struttura del bilanciere. In particolare, il tondello veniva inserito manualmente tra il conio inferiore ed il conio superiore e gli stessi venivano posti così assemblati sotto la vite che esercitava la compressione. Ciò tuttavia comportava che il moto rotatorio della vite potesse con l’impatto spostare il conio superiore in fase di battitura.
Per ovviare a questo problema, Cellini ideò una sorta di collare contenitivo di forma rettangolare che aveva la funzione di incastrare i due conî uno sopra l’altro (cfr. Figura 62) ed impedirne quindi il movimento al momento dell’impatto con la vite. Una volta coniata la moneta, il collare veniva aperto e la moneta veniva rimossa. Naturalmente questo sistema elaborato rallentava molto le operazioni di battitura.
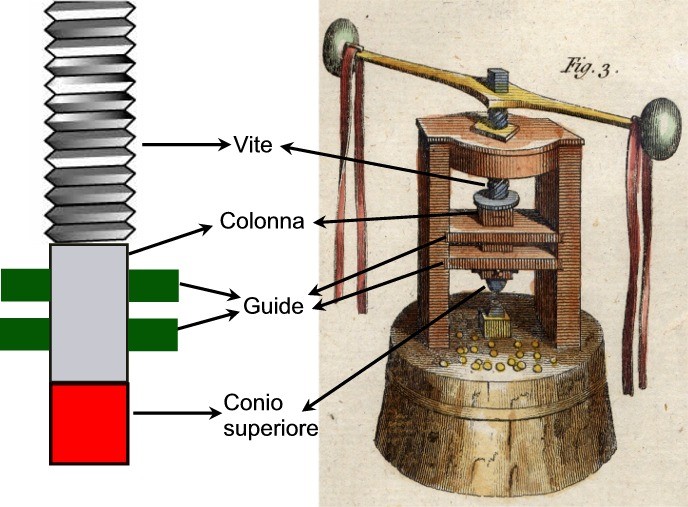 Il lavoro di Cellini fu comunque molto importante, in quanto gettò le basi per un nuovo metodo di coniazione che avrebbe pian piano assunto sempre maggiore importanza nei tre secoli successivi. Dopo Cellini, un altro architetto ed ingegnere senese, Baldassarre Peruzzi (studente del Bramante), diede un importante contributo con alcuni schizzi – custoditi nel Gabinetto dei Disegni, Uffizi, Firenze – raffiguranti una pressa a vite, molto probabilmente destinata ad essere utilizza per la coniazione di monete. L’elemento di novità introdotto dal Peruzzi fu una sorta di colonna a forma di parallelepipedo – detto albero o fittone – che consentiva al conio superiore di salire e scendere all’interno di apposite guide indipendentemente dal movimento della vite[4]. Superiormente era collegato alla vite tramite un cuscino reggispinta che permetteva a questa di ruotare mentre l’albero poteva scorrere solo verticalmente. Di solito l’albero presentava nella sua estremità inferiore un sistema di bloccaggio del conio superiore per mezzo di viti. In particolare, i conî erano fissati in due scatole porta-conio che erano dotate di viti di registro per posizionarli correttamente. A volte la scatola superiore era scavata direttamente sull’albero.
Il lavoro di Cellini fu comunque molto importante, in quanto gettò le basi per un nuovo metodo di coniazione che avrebbe pian piano assunto sempre maggiore importanza nei tre secoli successivi. Dopo Cellini, un altro architetto ed ingegnere senese, Baldassarre Peruzzi (studente del Bramante), diede un importante contributo con alcuni schizzi – custoditi nel Gabinetto dei Disegni, Uffizi, Firenze – raffiguranti una pressa a vite, molto probabilmente destinata ad essere utilizza per la coniazione di monete. L’elemento di novità introdotto dal Peruzzi fu una sorta di colonna a forma di parallelepipedo – detto albero o fittone – che consentiva al conio superiore di salire e scendere all’interno di apposite guide indipendentemente dal movimento della vite[4]. Superiormente era collegato alla vite tramite un cuscino reggispinta che permetteva a questa di ruotare mentre l’albero poteva scorrere solo verticalmente. Di solito l’albero presentava nella sua estremità inferiore un sistema di bloccaggio del conio superiore per mezzo di viti. In particolare, i conî erano fissati in due scatole porta-conio che erano dotate di viti di registro per posizionarli correttamente. A volte la scatola superiore era scavata direttamente sull’albero.
Questa invenzione fu molto importante in visione della successiva introduzione della virola o collare, in quanto l’innalzamento del conio superiore consentiva più agevolmente e più velocemente l’estrazione della moneta appena coniata. Solitamente la risalita del conio superiore veniva agevolata da una molla oppure da una leva con un contrappeso.
L’idea del Peruzzi fu poi realizzata concretamente dal francese Nicolas Briot a cui viene tradizionalmente attribuita l’invenzione del bilanciere moderno che, rispetto ai primi prototipi, prevedeva appunto un conio superiore attaccato ad una colonna che saliva e scendeva all’interno di guide.
 |
| Figura 63 – Bilancere del Comelli. Fonte: segoviamint.org |
Al riguardo, va inoltre segnalato che fino alla fine del XVIII° secolo ciascun tondello doveva essere posto manualmente nella posizione corretta per la battitura e successivamente rimosso sempre manualmente.
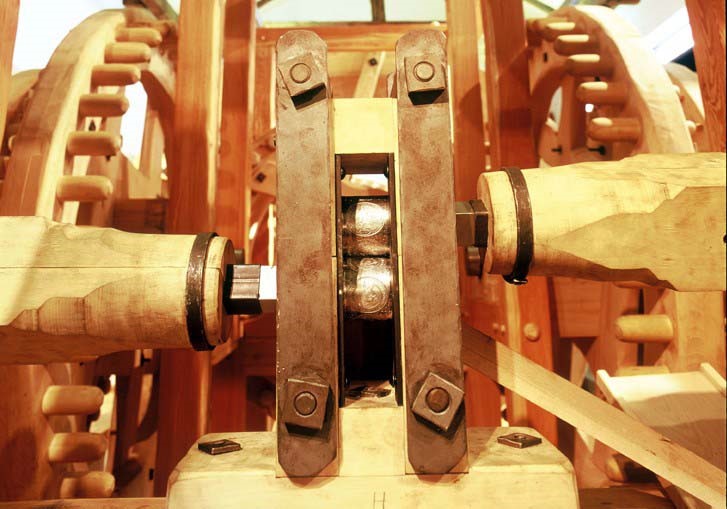
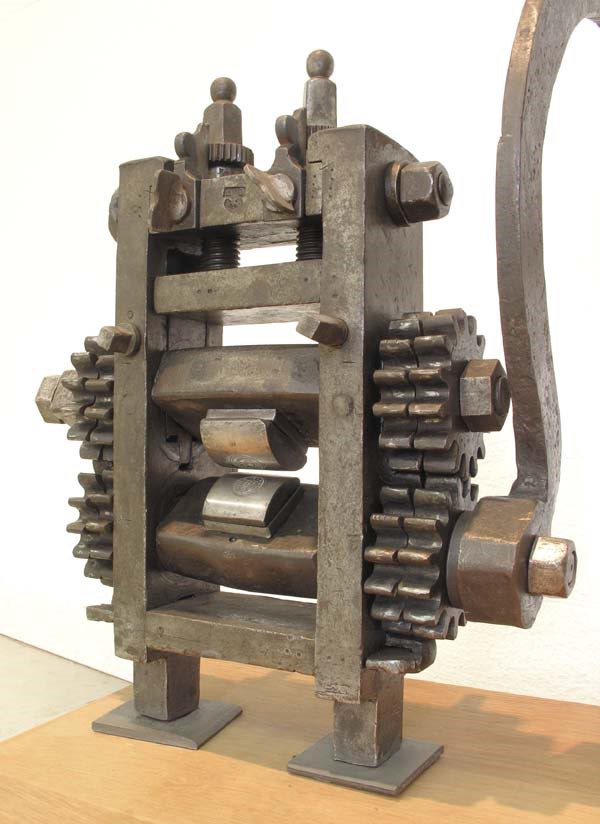
Il primo tentativo di realizzare un bilanciare che fosse dotato di un meccanismo di estrazione di una moneta coniata all’interno della virola fu realizzato da Francesco Comelli, un ingegnere ed orologiaio italiano a cui era stata commissionata la produzione di una pressa per la zecca di Bologna.
Il bilanciere del Comelli porta la data del 1786 ed è conservato presso la Galleria Davia Bargellini del Museo Civico d’Arte Industriale di Bologna. Purtroppo, la sede del conio inferiore ed il piatto della virola sono mancanti, mentre la sede del conio superiore ed il meccanismo di estrazione sono completi. Quest’ultimo meccanismo funzionava nel seguente modo: un collare portante due camme era rigidamente montato sulla vite principale e quando la vite iniziava a salire dopo ogni battitura le camme si incastravano rispettivamente con due denti di ingranaggio. Questi erano montati su due viti secondarie che passavano lateralmente lungo il telaio e nella parte più bassa dovevano essere collegati ad un anello portante la virola. Pertanto, quando la vite principale saliva, il meccanismo faceva scendere la virola verso il conio inferiore e la moneta appena coniata veniva quindi forzata verso l’alto facendola uscire dalla virola. L’operatore doveva poi estrarre la moneta ed inserire il tondello vergine per la successiva battitura. Solo dopo circa dieci anni a Parigi due ingegneri Jean-Pierre Droz e Philippe Gengembre inventarono un meccanismo simile volto ad alimentare automaticamente i tondelli e ad estrarre le monete appena coniate.
A parte quanto appena descritto, nel periodo dal XVI° fino alla fine del XVIII° secolo, la costruzione dei bilancieri proseguì senza grosse innovazioni, ma si assistette ad un graduale incremento nella loro grandezza, potenza e capacità di coniazione. Al riguardo, si ricorda il bilanciere della zecca di Norimberga, custodito presso il Germanisches National Museum dell’omonima città, che probabilmente fu uno dei più potenti del tempo, e l’imponente bilanciere di Ghota.
 |
| Figura 64 – Bilanciere di Gotha. Fonte: segoviamint.org |
Pressa a rulli
Parallelamente allo sviluppo del bilanciere, nella prima metà del XVI° secolo in Germania fu ideata un’altra tipologia di macchina per la coniazione: la pressa a rulli o pressa a conî rotanti (Walzenwerke in tedesco). La prima testimonianza dell’utilizzo della pressa a rulli risale ad un periodo tra il 1530 ed il 1540 presso la zecca di Norimberga.
Rispetto al bilanciere, la pressa a rulli aveva il grande vantaggio di non effettuare la coniazione in un solo istante su tutta la superficie della moneta, ma in maniera graduale e progressiva su una zona limitata attraverso la rotazione dei conî; quanto più la rotazione era lenta, tanto minore era l’energia richiesta per l’operazione. Inoltre, sempre a differenza del bilanciere, il moto continuo verso la stessa direzione consentiva di poter sfruttare la forza dei mulini idraulici o la forza animale con maggiore facilità. L’origine di questa macchina è strettamente collegata al laminatoio. Infatti, è probabile che gli zecchieri, osservando come le imperfezioni dei rulli compressori venivano trasferite sulla superficie delle lastre di metallo, realizzarono che eventuali iscrizioni o disegni incisi sui rulli potevano essere trasferiti sulle lastre di metallo. Inoltre, se entrambi i rulli riportavano delle impronte la lastra poteva essere incisa su entrambi i lati e, una volta ritagliata con un’apposita macchina fustellatrice (cfr. Figura 66), poteva dare origine ad una moneta.
 |
| Figura 65 – Pressa a rulli della zecca di Hall in Tirolo |
A differenza della fustellatrice utilizzata per ritagliare i tondelli, quella utilizzata per ritagliare le lamine già coniate doveva avere anche il punzone superiore cavo al fine di non rovinare le impronte coniate. Le monete ritagliate con quest’ultimo macchinario risultavano spesso appiattite lungo il bordo e mostravano sul contorno i segni della tranciatura che venivano poi “nascosti” dalla macchina marchiatrice.
Gli spazi “vuoti” della lastra di metallo erano solitamente riempiti con punti o trattini incisi più in profondità dei conî che, riempiendosi con il metallo espanso dalla pressione dei rulli, evitavano lo slittamento della striscia metallica, frequente nelle operazioni di laminatura. Inoltre, davanti e dietro ai rulli, vi era solitamente una barra metallica munita di una fessura, detta “bussola”, per introdurvi i lingotti da laminare e mantenerli in sede.
Le presse a rulli più piccole venivano solitamente azionate manualmente, ma si conoscono anche casi in cui è stata sfruttata la forza idraulica, soprattutto nei casi in cui ad essere coniate erano delle lunghe lastre di metallo; in tal modo era infatti possibile sfruttare il flusso continuo di energia prodotto dai mulini azionati ad acqua. Le presse azionate manualmente erano spesso dotate di due manovelle, una per lato, e in certi casi avevano dei doppi ingranaggi al fine di rendere più uniforme il movimento dei rulli.
 |
| Figura 67 – Lastra coniata di Carlo I°. Fonte: British Museum |
Una delle più importanti collezioni di presse a rulli è conservata presso il Castello di Český Krumlov in Repubblica Ceca.
 |
| Figura 66 |
Qui sopra si può apprezzare un lato di una lastra coniata con una pressa di metallo risalente a Carlo I° di Inghilterra e conservata al British Museum. I tre punti allineati verticalmente indicano una rotazione completa dei rulli. Si noti la forma leggermente ovalizzata delle monete.
Macchine molto simili alle walzewerke tedesche furono impiegate anche ad Hall in Tirolo, dove si facevano appunto passare strisce di oro od argento attraverso grossi cilindri incisi con il disegno del diritto e del rovescio della moneta. Infatti, Ugo Tucci conferma che ad Hall “il problema della stampa di grossi pezzi d’argento viene affrontato con la pressa a rulli, dove gli opposti conî della moneta vengono incisi da due calchi rotanti”. Sempre il Tucci riferisce che “la repubblica di Genova entra in trattative con Roma per la fornitura di una pressa a rulli, del tipo di Hall per intenderci, già in funzione nella zecca pontificia, ed acquistata anche dal cardinale Chigi, per Napoli”[5].
Con questo metodo di coniazione, le impronte venivano trasferite sulla lastra gradualmente e ciò comportava che la forza di compressione fosse necessaria solo nella porzione della lastra che era in contatto con i due rulli compressori.
I risultati di questa pressa a rulli non erano soddisfacenti visto che spesso i due conî, e quindi le due facce delle monete, non erano sempre perfettamente allineate (cfr. Figura 68) e la forma della moneta risultava ovalizzata. In certi casi, per evitare questo effetto di “allungamento” della moneta si procedeva ad incidere sui rulli delle matrici leggermente ovalizzate in senso ortogonale al loro moto dei rulli. Peraltro, oltre a non fornire pezzi di peso accettabilmente uniforme, questo metodo presentava lo svantaggio “di costringere a rischiare tutti i conî incisi su uno stesso rullo se uno solo di essi subiva qualche danno”[6].
 |
| Figura 68 – Sesino di Modena Rinaldo d’Este (1706-1737) |
Un perfezionamento di questa macchina portò all’invenzione del cd. torchio oscillante o pressa a conî curvi o pressa a tasche (Taschenwerke in tedesco) che, pur sfruttando sempre il principio fisico della laminatrice, prevedeva dei conî con solo una sezione dei rulli. Pertanto, gli stessi avevano delle superfici curve e coniavano la moneta attraverso un moto oscillatorio pari a massimo un quarto di giro.
In particolare, i conî avevano una forma “a fungo” ed il loro gambo veniva inserito e bloccato in una tasca ricavata all’interno di una coppia di cilindri, mentre la parte esterna appoggiava da un lato alla superficie degli stessi e dall’altra portava l’incisione del conio.
 |
 |
| Figura 69 – Pressa a conî curvi (Norimberga). Fonte: segoviamint.org | Figura 70 – Fonte: segoviamint.org |
A differenza della pressa a rulli, il torchio oscillante consentiva di coniare il singolo tondello, che in certi casi aveva una forma quadrata, in quanto non era sempre facile far coincidere il perimetro del tondello con le impronte dei conî. Poi il tondello quadrato veniva ritagliato attraverso una macchina fustellatrice.
Tuttavia, questa macchina doveva sempre mantenere perfettamente allineati i due conî e bloccarli una volta ultimata la coniazione al fine di evitare uno slittamento del tondello in uscita e la conseguente e antiestetica schiacciatura e ovalizzazione del bordo verso la direzione del moto impresso dai due conî.
In particolare, il tondello veniva posizionato fra le due facce dei conî curvi e si abbassava una leva affinché passasse tra le due superfici.
Anche in questo caso il risultato non era pienamente soddisfacente in quanto le immagini non venivano impresse in modo uniforme e, come già osservato, la pressione non uniforme esercitata dai due conî curvi tendeva a distorcere la forma circolare dei tondelli. Inoltre, un altro inconveniente di questa macchina era dato dalla deformazione del tondello che risultava leggermente curvo dopo essere passato tra i cilindri. Per rimediare a ciò, si soleva martellarlo ponendolo tra due pezzi di legno.
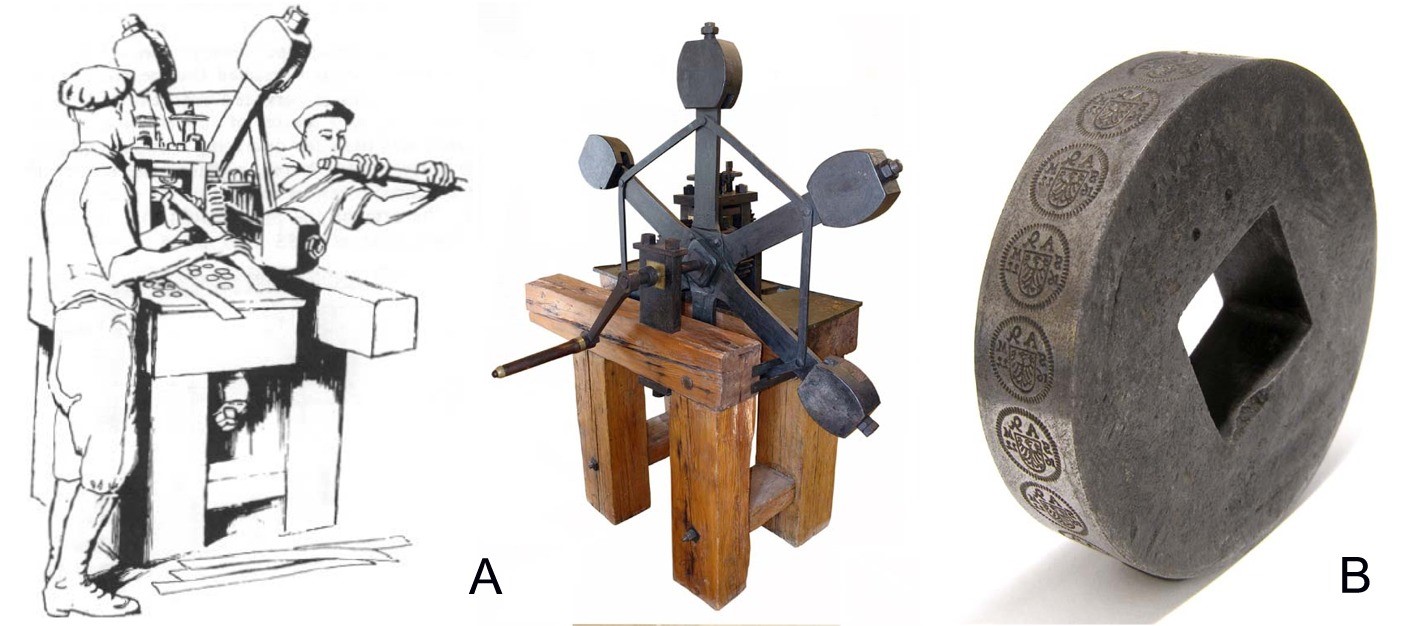
Infine, si segnala a titolo di curiosità che una tra le più sofisticate presse a rulli ad azione manuale che si conoscano vi è quella custodita presso la zecca di Kremnica nella Repubblica Slovacca (cfr. Figura 71 – A).
Come riportato da Ján Horák – che fu anche ingegnere e direttore della zecca di Kremnica fino al 1957 – questa macchina è stata utilizzata dal 1661 al 1753.
 |
| Figura 71 – Pressa a rulli della zecca di Kremnica (A) e conio a rullo di Monaco di Vestfalia (B). Fonte: segoviamint.org |
Questa macchina veniva azionata tramite un’apposita manovella collegata ad una ruota con sei pesi posti ad egual distanza che probabilmente avevano la funzione di amplificare la forza da trasmettere ai rulli posti a lato. Sebbene non si conosca esattamente il suo funzionamento si pensa che la stessa venisse utilizzata per coniare delle lastre di metallo di una lunghezza predeterminata.
Da ultimo, sempre per la sua particolarità, merita essere menzionato il conio a rulli riportato nella Figura 71 – B conservato presso il Westfälisches Landesmuseum in Monaco di Vestfalia. Come si può notare dalla foto questo conio a rullo ha la forma di una ruota ed in particolare ha un diametro molto lungo che presupponeva quindi una pressa di dimensioni rilevanti che purtroppo non è arrivata fino a ai giorni nostri.
__________
[1] AA.VV., Les graveurs d’acier et la médailles de l’antiquité à nos jours, Imprimerie Nationale, 1971, pagg. 423-424.
[2] “[…] pendant plusieurs mois de suite à la Monnaie de Paris, des hommes frappaient des pièces de monnaie avec un mouton. Voici en quoi consistait le travail de la journée: le mouton pesait 38 Kg; il était manœuvré par 2 hommes qui faisaient par conséquent chacun un effort de 19 Kg. Le mouton était élevé a chaque coup à 4 décimètres de hauteur, l’on battait dans la journée 5200 pièces ou ce qui revient à dire que l’on élevait le mouton 5200 fois”
[3] Giuseppe Giannantonj, Lavoro e tecnica in zecca tra il XVI e XVIII secolo, Costa Editore, 1998, pagg. 29-30.
[4] Denis Cooper, The art and craft of coinmaking – A history of minting technology, Spink & Son, 1988, pag. 53.
[5] Ugo Tucci, La meccanizzazione della coniatura delle monete, in Mercanti, navi, monete nel Cinquecento veneziano, Bologna, 1981.
[6] Philip Grierson, Introduzione alla numismatica, Jouvence, 1984, pag. 173.