Fabbricazione dei tondelli nell'epoca contemporanea
A differenza del passato, di norma i tondelli non vengono più prodotti all’interno della zecca, in quanto questa operazione viene solitamente appaltata a fornitori esterni. Nella gran parte dei casi, ciò è dovuto al fatto che le zecche sono solitamente ubicate in prossimità delle città (spesso le capitali) e lo svolgimento di tali operazioni nei locali della zecca comporterebbe quindi notevoli problemi di inquinamento e di carattere ambientale. Inoltre, sul mercato sono presenti delle aziende specializzate in questa attività che riescono ad ottenere un prodotto di alta qualità ad un prezzo inferiore.
In Italia la preparazione dei tondelli è stata esternalizzata nei primi anni ’30 in parte alla Società Metallurgica Italiana e, in misura maggiore, alla società Cogne Acciai Speciali di Aosta, quest’ultima società specializzata nei semilavorati per monetazione e che, tra le varie cose, ha ideato la lega denominata Acmonital (Acciaio monetale italiano), un acciaio inossidabile ferritico. Successivamente, l’attività è stata trasferita nel 1989 alla società Verrès Spa di recente posta in liquidazione. Attualmente, la maggior parte dei tondelli coniati dalla Zecca italiana viene importata da fornitori esteri. Al riguardo, si evidenzia che gli errori di coniazione generati in questa fase del processo sono naturalmente gli stessi, a prescindere dal luogo dove vengono effettivamente prodotti i tondelli.
Inoltre, si precisa che in questo paragrafo non verranno trattate le specifiche tecniche di produzione dei tondelli placcati (ad esempio quelli utilizzati per produrre le monete da 1, 2 e 5 centesimi di euro), dei tondelli a strati (ad esempio il tondello interno delle monete da 1 e 2 euro) ovvero dei tondelli bimetallici (moneta da 500 lire o da 1 e 2 euro), che saranno analizzati nei paragrafi dedicati ai relativi errori.
Ciò premesso, va osservato che la prima operazione compiuta per la produzione dei tondelli è la fusione del metallo per formare la giusta “miscela” o “lega”, di cui sarà appunto formato il tondello. Il metallo (oro, argento, rame, nichel, stagno, etc.) arriva solitamente alla zecca (o alla ditta esterna) sotto forma di verghe o lingotti di peso standard.
Questi lingotti vengono caricati in grandi container secondo una proporzione ben definita. Insieme ai metalli puri, accuratamente pesati, vengono mescolati anche eventuali rottami provenienti dal taglio dei tondelli ovvero altri materiali di scarto.
Già in questa fase si può astrattamente generare un primo errore. Infatti, se le proporzioni non vengono rispettate il tondello sarà composto da una miscela di metalli diversa da quella prestabilita, conferendo alla moneta un colore o anche un peso specifico diverso dal “normale”. Questa tipologia di errore è tuttavia raro che avvenga già in questa fase ed è più comune che avvenga più avanti nel processo.
Infatti, una volta riempito il container i lingotti vengono trasferiti attraverso dei nastri trasportatori all’interno della fornace dove, per effetto del calore, il metallo viene fuso e mescolato per ottenere la corretta miscela. Se per qualsiasi motivo il metallo non viene amalgamato in modo uniforme si possono appunto generare i sopra descritti errori.
Inoltre, in questa fase si può generare un ulteriore errore derivante dall’inserimento (involontario) nella miscela metallica di corpi estranei, cenere o impurità che andranno ad alterare la composizione metallica del tondello.
 |
| Figura 117 – Colata del metallo liquido nelle lingottiere |
La miscela di metallo liquido viene poi riversata in stampi raffreddati ad acqua (o con altri sistemi) al fine di generare dei blocchi solidi di metallo molto grandi del peso di alcune tonnellate.
Questi blocchi di metallo vengono poi tagliati con un apposito macchinario per ottenere delle barre di metallo che vengono successivamente inserite in un’altra fornace detta “fornace di ricottura” dove resteranno per circa 15 minuti esposti alla temperatura di circa 800° – 900° (a seconda del metallo utilizzato). A questa temperatura il metallo non si fonde, ma diventa più morbido, malleabile e assume un colore giallo-bianco molto acceso.
Successivamente le barre di metallo vengono trasportate all’interno di una laminatrice, vale a dire una macchina dotata di presse formate da due grandi cilindri compressori posti uno sopra l’altro e con delle pareti contenitive poste ai lati. Con uno o più passaggi, le barre di metallo vengono assottigliate e, per l’effetto contenitivo delle pareti laterali, si formano delle lunghe lastre metalliche.
Durante questa fase il metallo viene ovviamente esposto ad una temperatura molto inferiore a quella della fornace di ricottura e si determina quindi una perdita di calore molto veloce che fa assumere al metallo un colore rosso acceso. Inoltre, la pressione esercitata dai cilindri compressori ed il raffreddamento del metallo ne modificano la sua struttura molecolare, conferendogli una maggiore durezza.
 |
| Figura 118 – Laminazione |
Le operazioni di assottigliamento del metallo sono congeniate in modo tale che le stesse possono essere guidate sia da un computer sia da un intervento manuale di un operatore a seconda delle necessità. Infatti, nel caso in cui ci sia una perdita di calore troppo rapida, il metallo potrebbe diventare troppo “duro” e aver quindi bisogno di più passaggi sotto i cilindri compressori al fine di raggiungere lo spessore necessario.
Quello appena descritto è il metodo tradizionalmente impiegato, tuttavia negli ultimi anni si è iniziato ad utilizzare un nuovo processo con cui il metallo viene colato direttamente allo stato liquido sotto forma di lastra e poi solidificato tra due cilindri raffreddati, dai quali emerge la lastra metallica già con lo spessore finale. Ad ogni modo, anche in questo caso le lastre metalliche vengono sottoposte ad una laminazione di finitura per appurare che non vi siano differenze di spessore lungo la lastra.
Una volta raggiunto lo spessore desiderato, le lastre di metallo vengono convogliate nella cd. “camera di tempra”, vale a dire una stanza dotata di spruzzi di acqua fredda che hanno la funzione di portare rapidamente il metallo a temperatura ambiente.
Le lastre di metallo vengono poi inserite in una macchina fresatrice e piallatrice che rimuove e taglia eventuali imperfezioni e ossidazioni dalla superficie delle lastre. In questa fase, il metallo si asciuga per effetto dell’azione di sfregamento della macchina e passa da un colore scuro ed opaco ad un colore lucido e brillante.
Terminata anche questa fase, con un apposito macchinario la parte finale delle lastre viene tranciata per ottenere una forma regolare e vengono poi saldate tre o quattro lastre insieme.
In rari casi, può accadere che una delle lastre saldate insieme presenti una larghezza inferiore, a causa di un’errata tranciatura. Se poi questa lastra viene utilizzata per produrre dei tondelli, quelli estratti vicino al bordo della lastra meno larga potrebbero presentare una parte del contorno diritto anziché arrotondato. In questi casi, la moneta dovrebbe presentare i segni della tranciatura (cfr. par. 2.T.4.).
In seguito, le lastre così saldate vengono arrotolate formando delle bobine di metallo più facili da maneggiare.
Infine, queste bobine vengono srotolate e inserite in un’altra macchina laminatrice che assottiglia e allunga ulteriormente il metallo fino a raggiungere lo spessore esatto che è richiesto per la moneta che verrà successivamente coniata. In alcuni casi, può succedere che lo spessore raggiunto non sia conforme a quello standard e che quindi i tondelli, e poi le monete, abbiano uno spessore ed un peso inferiore all’ordinario.
 |
| Figura 119 – Laminazione e bobine |
Le lastre vengono poi arrotolate nuovamente e immagazzinate sotto forma di bobine. Attualmente ci sono zecche che curano al loro interno le fasi successive della preparazione dei tondelli e che quindi si fanno spedire dalla ditta fornitrice esterna queste bobine. In altri casi, come accade per la Zecca italiana, il fornitore esterno cura interamente il processo di preparazione dei tondelli e quindi consegna alla Zecca i tondelli già pronti per la coniazione.
In ogni caso, che avvengano all’esterno o all’interno della zecca, le successive fasi sono le stesse e prevedono in primo luogo la conversione delle lastre di metallo in “tondelli grezzi”, anche detti “tondelli del primo tipo”. Ciò viene fatto da una pressa meccanica ad eccentrico che si chiama “pressa punzonatrice” o “pressa tranciatrice” (blanking press in inglese).
Le presse punzonatrici di ultima generazione sono in grado di accogliere le lastre di metallo, così come preparate dall’ultima macchina laminatrice citata sopra. Invece, le macchine un po’ più datate richiedono che la lastra di metallo abbia una larghezza ridotta e quindi la stessa deve essere prima “tagliata” per avere la larghezza necessaria.
Le presse punzonatrici sono dotate di appositi rulli di alimentazione su cui vengono montate le bobine delle lastre di metallo che vengono quindi srotolate ed inserite nella pressa.
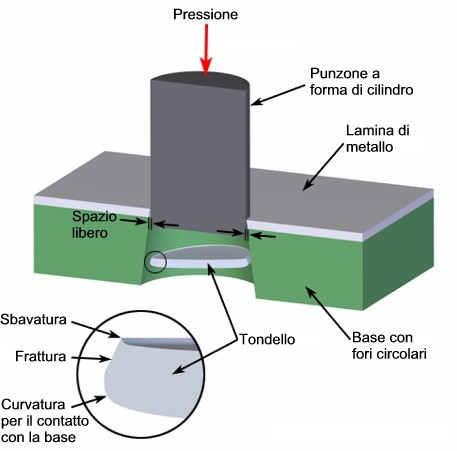 All’interno della pressa le lastre vengono colpite da una serie di cilindri di metallo (detti “coni di tranciatura”) che, grazie all’elevata pressione esercitata dalla pressa, perforano le lamine e fanno cadere i tondelli sotto la base – su cui scorrono le lastre – dotata di fori circolari.
All’interno della pressa le lastre vengono colpite da una serie di cilindri di metallo (detti “coni di tranciatura”) che, grazie all’elevata pressione esercitata dalla pressa, perforano le lamine e fanno cadere i tondelli sotto la base – su cui scorrono le lastre – dotata di fori circolari.
In certi casi, può accadere che le guide o i rulli di alimentazione non funzionino correttamente e facciano avanzare le lastre di metallo ad una velocità inferiore a quella prestabilita. Se ciò avviene, i cilindri metallici possono perforare una zona della lastra metallica che ha già subito una perforazione. In questo caso si possono originare i cd. tondelli “pizzicati” o “tosati” di cui si tratterà in seguito (cfr. par. 2.T.4.).
Quest’ultimo termine, non deve essere confuso con la “tosatura” delle monete effettuata nell’antichità che consiste in una pratica con cui si asportava dalle monete (già coniate) del metallo prezioso (solitamente oro o argento) per poi rivenderlo.
Alla fine di questo processo, dalla pressa punzonatrice uscirà una lastra metallica bucherellata (cd. “cesaglia”), che viene ridotta in tanti pezzi più piccoli e più maneggevoli che vengono inviati alla fornace per essere fusi e riutilizzati.
Infine, i tondelli vengono sottoposti ad un’operazione di sbavatura che consiste nell’asportazione di una sottile bava prodotta dalla tranciatura della lastra di metallo. Tale operazione viene effettuata mediante una burattatura pezzo contro pezzo, vale di dire attraverso un rotolamento ed urto dei tondelli all’interno di un contenitore simile ad un barile (buratto) ed eventualmente con l’aggiunta di materiale abrasivo che velocizza il processo.
I tondelli del primo tipo così ottenuti sarebbero di per sé già pronti per la coniazione. Infatti, sono già dello spessore e del diametro corretti. Tuttavia, gli stessi vengono solitamente sottoposti ad un ulteriore trattamento denominato “orlettatura” che viene effettuato attraverso un’apposita macchina chiamata “orlettatrice” o “orlatrice”.
La forma dell’orletto va studiata in funzione delle caratteristiche dimensionali della moneta e della disposizione e dell’altezza della figura in rilievo.
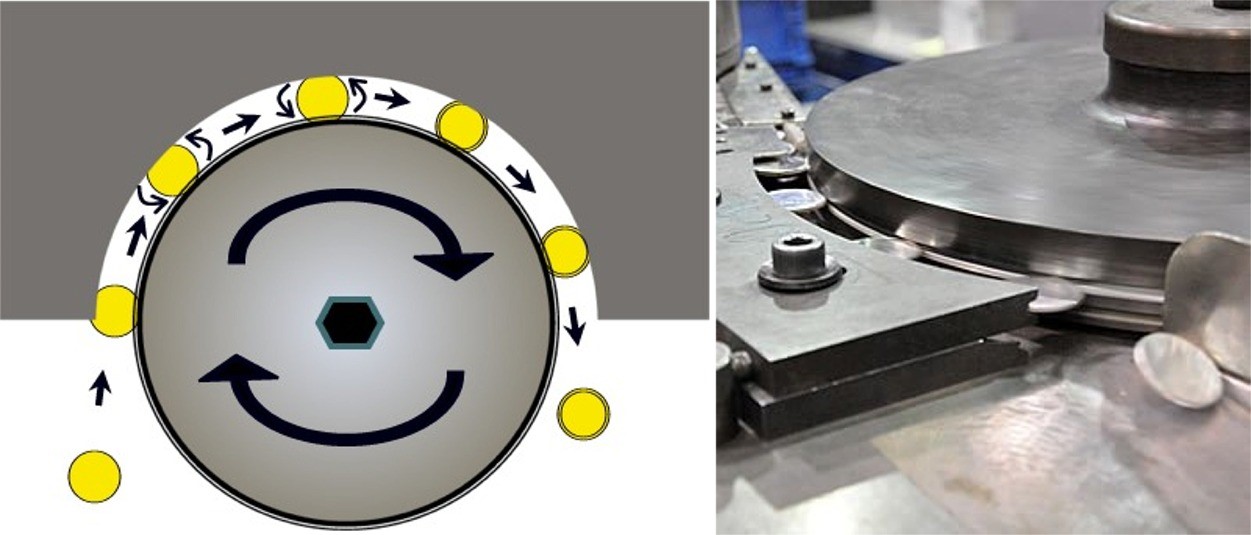 |
| Figura 120 – Macchina orlettatrice. Fonte: medalblog.wordpress.com (immagine a destra) |
Per ottenere l’orletto, il tondello viene inserito all’interno di questa macchina in una cavità posta tra una ruota girevole e delle pareti a forma di semicerchio. Le pareti non sono lisce, ma incavate a forma di “V”.
Il tondello viene sospinto dall’andamento rotatorio della ruota e, mano a mano che lo stesso avanza, lo spazio tra la ruota e le pareti si restringe. Questo fa si che il tondello sia “schiacciato” e che il suo contorno sia sottoposto ad una grande pressione. Siccome le pareti sono incavate a forma di “V” il metallo del contorno tenderà ad andare verso l’alto, formando una specie di bordo rialzato.
Con la stessa operazione si possono ricavare sul bordo del tondello iscrizioni in incuso e decorazioni varie, incidendo sulle guide le lettere e le decorazioni in rilievo (si pensi alle monete da 2 euro oppure le 10 lire ulivo).
Questi tondelli con il bordo rialzato (orletto) sono denominati “tondelli del secondo tipo”.
Questa operazione di orlettatura viene effettuata per diversi motivi, tra i quali si ricordano i seguenti:
- certe volte i tondelli del primo tipo hanno un diamentro leggermente superiore a quello della virola. Con l’operazione di orlettattura, il diametro di questi tondelli viene ricondotto alla “normalità”;
- l’operazione di battitura è facilitata se il bordo della moneta è già parzialmente formato;
- i tondelli del secondo tipo si muovono lungo le varie fasi del processo di coniazione in modo più efficiente e veloce rispetto ai tondelli del primo tipo e questo perché la parte esterna del tondello (bordo) è a contatto con le superfici su cui si poggia;
- il bordo rialzato protegge la parte interna del tondello da graffi o abrasioni;
- i tondelli del secondo tipo tendono meno ad “appiccicarsi” uno con l’altro.
D’altro canto, va osservato che il tondello sia per effetto della pressione esercitata dalla pressa punzonatrice prima e della macchina orlettatrice poi subisce un processo di “incrudimento”, vale a dire un fenomeno metallurgico per cui un materiale metallico risulta rafforzato (perde elasticità e duttilità) in seguito ad una deformazione plastica a freddo.
Un tondello a questo stadio sarebbe difficile da lavorare e determinerebbe una precoce usura dei conî. Di conseguenza, il tondello va sottoposto ad ulteriori trattamenti al fine di conferirgli maggiore “morbidezza” e duttilità. In particolare, i tondelli vengono sottoposti ad un trattamento di “ricottura” che consiste nell’inserimento degli stessi in un forno che ha la funzione di riscaldarli ad una temperatura tale da “distendere” la struttura molecolare del metallo conferendogli la malleabilità necessaria.
Nelle macchine più moderne, i tondelli vengono inseriti dentro questo forno attraverso degli appositi nastri trasportatori. La macchina per la ricottura ha solitamente una sezione a forma tubolare che ruota su se stessa, simile ad una betoniera. In questa fase le monete vengono quindi fatte rotolare all’interno di questo forno rotante e al tempo stesso riscaldate.
Terminato il processo di ricottura, i tondelli vengono sottoposti all’operazione di lucidatura all’interno di vasche (buratti) rotanti con delle soluzioni detergenti, dei granuli d’acciaio e del materiale ceramico che hanno la funzione di eliminare eventuali impurità, di levigare e quindi di lucidare il metallo. Come sappiamo, questa fase è anche detta “imbiancamento” in quanto nei tondelli di lega d’argento e di rame l’ossido che si forma è quello di rame e, asportandolo, in superficie resta soltanto uno strato di argento fino di colore bianco. Dopo la lucidatura, i tondelli vengono lavati con acqua corrente per eliminare le sostanze detergenti e asciugati con getti d’aria calda. Terminata anche questa fase, i tondelli vengono controllati al fine di identificare eventuali tondelli difettosi (scarti). Tale ispezione può essere fatta manualmente con delle macchine cernitrici oppure, nei tempi più moderni, automaticamente con dei computer dotati di telecamere che verificano se i tondelli rispettano gli standard prefissati.
Infine, viene controllato il peso “mediante pesatrici automatiche che paragonano il peso del tondello con quello di un campione ed avviano in recipienti diversi quelli con peso giusto, quelli leggeri e quelli pesanti. Questi ultimi, in passato, venivano raccolti e, mediante un tornio speciale, veniva asportato dallo loro superficie un po’ di metallo per riportarne il peso all’esatto valore. Questa operazione era detta aggiustamento ed il reparto in cui essa veniva effettuata era denominato aggiustatoio”[1].
I tondelli sono quindi pronti per essere coniati ed essere quindi trasportati alla pressa monetaria ovvero alla zecca committente, se i tondelli sono stati preparati da un fornitore esterno.
____________________
[1] Nicola Ielpo, La moneta metallica in Italia, IPZS, 1980, pag. 116.