Fabbricazione dei conî nell'epoca industriale
L’incremento della domanda di monete e l’esigenza di un miglioramento della loro qualità al fine di evitare contraffazioni ha avuto inevitabilmente anche un’influenza sulla tecnica di fabbricazione dei conî. Infatti, fino alla rivoluzione industriale i conî venivano ancora prodotti manualmente uno alla volta e un’intera tiratura di monete richiedeva quindi uno sforzo rilevante per gli incisori, senza garanzia di uniformità delle impronte.
Tuttavia, nel 1740 Benjamin Huntsman, un orologiaio di Doncaster (Inghilterra), mise a punto un nuovo sistema di produzione dell’acciaio fuso per mezzo del calore intenso prodotto dalla combustione del coke con insufflaggio forzato d’aria. In particolare, Huntsman riuscì ad ottenere temperature sufficienti per produrre l’acciaio liquido adoperando dei crogiuoli chiusi d’argilla che inseriva dentro un altoforno: nei crogiuoli inseriva il ferro battuto che faceva fondere insieme a ghisa e carbonio. Questo nuovo materiale – un acciaio simile a quello prodotto oggi – garantiva una durezza elevata e costituiva la soluzione ottimale per la produzione di componenti sollecitati superficialmente, quali per esempio i coltelli, ma anche ovviamente i conî.
Ben presto Matthew Boulton si rese conto delle potenzialità di un eventuale applicazione della nuova scoperta al processo di monetazione e si mise in contatto con Benjamin Huntsman. Iniziò quindi una collaborazione tra i due e quest’ultimo entrò nel mercato delle barre d’acciaio per la produzione di conî che vendette a numerose zecche europee. Il nuovo materiale era molto malleabile se sottoposto al procedimento di ricottura ed anche molto duro e resistente una volta temprato. Queste proprietà lo rendevano il metallo ideale per la preparazione dei conî.
Il passo successivo fu abbandonare la realizzazione manuale delle incisioni da riportare su ogni singolo conio e, a questo riguardo, furono decisive due scoperte: la riproduzione standardizzata dei conî ed il pantografo.
Come già evidenziato, il sempre crescente fabbisogno di moneta comportava evidentemente un maggior numero di conî. Pertanto, si rese necessario trovare una soluzione che consentisse di standardizzare la produzione dei conî.
A quest’ultimo riguardo, l’invenzione della pressa a caduta e del bilanciere furono probabilmente determinanti. Infatti, con tali macchine si intuì che era possibile trasferire delle immagini anche su monete di largo modulo e, forse anche a causa di una collisione accidentale tra i due conî, si capì che la medesima tecnica poteva essere impiegata per produrre i conî stessi. Questo procedimento fu reso possibile solo con la comparsa di bilancieri molto potenti, in quanto per coniare le matrici d’acciaio e per produrre i conî successivi con le matrici, occorreva una grandissima energia.
Pertanto, verso la fine del settecento e gli inizi dell’ottocento si cominciò ad impiegare una matrice per produrre più conî, anziché inciderli a mano uno per uno. In particolare, la matrice riportava le impronte della moneta in negativo e in incuso e la stessa veniva utilizzata per produrre dei punzoni riproduttori con le impronte in positivo ed in rilievo, da cui poi si ottenevano i conî con le impronte in negativo ed in incuso. L’effetto moltiplicativo di questo nuovo metodo era straordinario; infatti, da una coppia di punzoni potevano essere prodotti centinaia di conî da cui si potevano ottenere milioni di monete tutte uguali o quasi visto che gli incisori spesso ritoccavano i punzoni riproduttori.
 |
| Figura 78 |
Peraltro, un ulteriore vantaggio di questa tecnica era costituito dal fatto che le stesse impronte potevano essere utilizzate in modo uniforme anche negli anni successivi. Infatti, solitamente si procedeva ad eliminare la cifra (o le cifre) da modificare da uno dei punzoni riproduttori e quest’ultimo veniva utilizzato per ottenere una nuova matrice a cui veniva incisa con un piccolo punzoncino la nuova cifra (o cifre). Questa tecnica presentava però l’inconveniente che ad ogni passaggio le impronte si espandevano radialmente di circa lo 0,1%.
Inoltre, per velocizzare e standardizzare il più possibile anche la realizzazione della matrice furono introdotti dei punzoni che riportavano intere figure, spesso anche elaborate (cfr. Figura 78).
Il trasferimento delle impronte dalla matrice al punzone riproduttore e poi da quest’ultimo al conio richiedeva una pressione molto più elevata rispetto a quella necessaria per coniare le monete, da due a tre volte superiore. Inoltre, la pressione necessaria era maggiore per produrre il punzone riproduttore dalla matrice rispetto al conio dal punzone. Per generare tale pressione, venivano utilizzati dei grandi bilancieri, solitamente impiegati per la coniazione di grosse medaglie, e venivano esercitate più compressioni per lo stesso punzone/conio.
Al riguardo, con riferimento alla Zecca di Roma, in un articolo di Laura Cretara contenuto nel Supplemento al n. 10 del Bollettino di Numismatica viene ricordato che “quando poi la velocità di discesa della vite viene controllata non più dall’uomo ma dalla regolare forza motrice dell’acqua, la macchina così perfezionata, viene utilizzata non solo per la coniazione delle monete ma anche per la preparazione del relativo materiale creatore liberando così l’incisore dal lungo e faticoso lavoro di riproduzione di ogni singolo conio.
Solo però all’inizio dell’800 alla Zecca di Roma viene utilizzato il bilanciere a questo scopo; la migliore qualità e resistenza dell’acciaio impiegato ed il perfezionamento delle tecniche di tempera rendono possibile l’adozione del “sistema francese” che – da una relazione del 1848 di Giuseppe Mazio allora direttore della Zecca pontificia – è ritenuto perfetto: da trenta e più anni è stato anche nella nostra Zecca di Roma introdotto questo nuovo e meraviglioso metodo, la di cui perfezione è giunta da qualche tempo al segno, che nel ricavare col mezzo di Bilancieri dalle Matrici i Punzoni e da questi i Conj, si rende quasi inutile l’opera dell’artista”.
E’ anche interessante notare che i cilindri d’acciaio utilizzati per produrre i conî avevano (e hanno) una forma conica (cfr. Figura 79), al fine di favorire il trasferimento delle impronte.
 |
| Figura 79 – Conî vergini |
Siccome il metallo sotto pressione subisce un processo di incrudimento – vale a dire un fenomeno metallurgico per cui un materiale metallico risulta rafforzato (perde elasticità e duttilità) in seguito ad una deformazione plastica a freddo – con la prima compressione si riusciva a trasferire solo la parte centrale dell’immagine.
Poi il conio veniva sottoposto a “ricottura” per addolcirlo e renderlo malleabile, e si procedeva quindi con le successive compressioni intervallate da un’ulteriore fase di ricottura.
Una descrizione abbastanza dettagliata del processo di produzione dei conî verso la fine del XIX° e gli inizi del XX° secolo ci viene fornita da un articolo di Giuseppe Maria Viti[1]: “[…] Ora, ai fini della monetazione, lo scultore esegue in cera, in gesso, in bronzo un grande modello. Il Pantografo – vero e proprio incisore automatico – ripete esattamente sull’acciaio e in proporzioni minori quello che l’artista ha detto sul bronzo. L’operazione si svolge mediante il concomitante andamento di due punte emergenti dal fianco di una lunga leva imperniata in una delle sue estremità. Una punta fissa, sull’altra estremità, lambisce il modello in bronzo, descrivendo, dal centro alla periferia, una spirale più sottile di quella graffita sui dischi dei grammofoni. Contemporaneamente, un’altra punta mobile – un vero bulino – gira velocemente su sé stesso, incidendo un blocchetto d’acciaio e riproducendo, sotto il comando della prima punta, tutto quello che ha incontrato sul suo cammino la sottile spirale. Ed ecco, con la sua effigie, in rilievo, il punzone, cui ritoccano abilissimi incisori, esperti anche in plasmare modelli per monete e medaglie.
Il punzone viene temperato in appositi forni a gas portati ad altissima temperatura: nicchie di fuoco vorace e ruggente che sembrano, ingigantite, quelle fragili reggie vermiglie alle cui mille finestre s’affacciano, per un istante, le principesse salamandre e ridono voluttuosamente.
Intanto, nella grande e potente Officina meccanica, lunghe barre d’acciaio vengono frazionate in tanti cilindretti; e questi si torniscono, si rendono acuminati, si bruniscono: si attende insomma alla preparazione dei blocchetti per i conj. Ora, il punzone è collocato entro apposito alveo del Bilanciere a frizione: potentissimo ordegno che sembra irridere al vecchio Bilanciere napoleonico fatto col bronzo dei cannoni d’Austerlitz e che serve a stampare medaglie (bisognose queste, per le loro maggiori dimensioni e rilievi, d’un più forte stampo) ed a produrre conj. Poiché, nel detto alveo del bilanciere, e precisamente sopra il punzone, viene adagiato il blocchetto d’acciaio, apparecchiato, com’ho detto, nell’officina meccanica. Due tre percosse formidabili ed il conio è ottenuto”.
La prima parte di questo stralcio di articolo ci consente di introdurre un’altra invenzione fondamentale del processo di coniazione: il pantografo. Il pantografo è una speciale macchina che consente di trasferire e di ridurre le dimensioni di un’immagine in rilievo da un oggetto (modello) ad un altro oggetto (cd. materiale creatore o punzone tipo).
Il primo esemplare conosciuto è probabilmente quello realizzato dal belga Hulot (non si conosce il suo nome di battesimo). Successivamente i francesi Mercklein (1767) e Jean Baptiste Barthélemy Dupeyrat (ca. 1788) apportarono dei leggeri miglioramenti all’invenzione di Hulot.
In particolare, il tornio a pantografo di Dupeyrat ebbe un discreto successo e fu venduto nel 1790 alla zecca di Soho di Boulton, alla zecca tedesca di Karlsruhe e alla zecca inglese (Royal Mint), dove il famoso medaglista italiano Benedetto Pistrucci ne fece ampio uso.
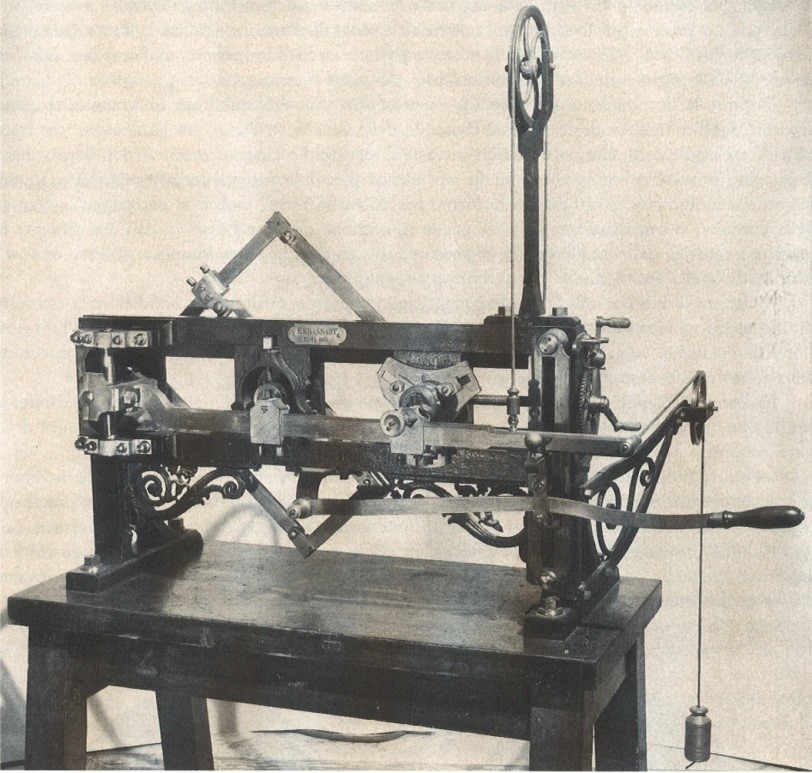 |
| Figura 80 – Pantografo Brassart del 1865 della Zecca Pontificia (foto Museo della Zecca di Roma) |
Questi primi modelli di pantografi erano azionati dalla forza muscolare attraverso un pedale e la punta metallica d’incisione era fissa, in quanto a ruotare era il modello, similmente a quanto avviene in un tornio. In seguito, la forza muscolare fu sostituita dapprima con la forza dell’acqua e successivamente – grazie a Boulton e Watt – con la forza del vapore. In particolare, la forza dell’acqua e del vapore veniva trasferita al pantografo attraverso delle apposite ruote collegate con delle cinghie.
All’epoca i pantografi erano solo in grado di ridurre la dimensione dell’immagine nella stessa proporzione sia in termini di diametro che di profondità del rilievo. In altre parole, ipotizzando un modello con un diametro di 70 mm ed un rilievo profondo 2 mm, una riduzione a metà delle dimensioni avrebbe portato ad un punzone tipo di un diametro di 35 mm e una profondità del rilievo di 1 mm. Poi fu introdotta la possibilità di avere proporzioni differenti per il diametro e la profondità del rilievo.
Inoltre, avendo la punta d’incisione fissa, questi primi pantografi necessitavo di una forte pressione che richiedeva quindi dei modelli realizzati su materiali molto resistenti (acciaio o pietra). Siccome erano materiali molto difficili da incidere, talvolta si preferiva utilizzare dei modelli ottenuti colando su apposite forme del ferro o del bronzo fuso, anche se la qualità era scarsa. Successivamente si ricorse invece al processo di galvanizzazione che consiste nel ricoprire il modello con un deposito elettrolitico, sottilissimo ed aderente, di un altro metallo al fine di aumentarne la resistenza. Ciò avveniva tipicamente attraverso bagni di nichel e rame.
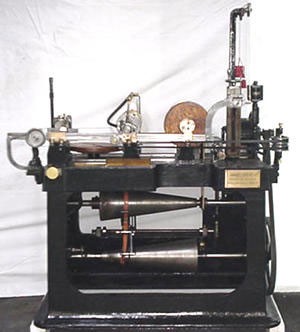 |
| Figura 81 – Pantografo Janvier |
La qualità dei conî prodotti da questi primi pantografi non era elevata come è stato ricordato da Laura Cretara in un articolo contenuto nel Supplemento al n. 10 del Bollettino di Numismatica che descriveva il primo pantografo della Zecca romana: un pantografo tridimensionale a taglio verticale costruito a Roma da Brassart ed interamente azionato a mano (cfr. Figura 80).
“Per il ristretto spazio in cui sono costretti a muoversi modello e acciaio da incidere con questo pantografo si possono realizzare copiature di immagini entro un limitatissimo intervallo di variabilità del rapporto di riduzione; non è possibile aumentare o diminuire il rapporto dei rilievi né tanto meno ribaltare l’immagine da produrre.
Il taglio impreciso del metallo, i conseguenti lunghi ritocchi manuali, l’impossibilità di ottenere rilievi consistenti ed i tempi di lavoro eccessivi in rapporto ai risultati fanno sì che, ancora per lunghi anni, l’incisione diretta venga preferita alla riduzione pantografica”. Solo all’inizio del XX° secolo il pantografo trovò piena applicazione presso la nostra Zecca.
A partire dalla seconda metà del XIX° secolo, i pantografi furono dotati di una punta d’incisione ruotante e quindi il cilindro metallico su cui veniva inciso il conio rimaneva fisso, similmente a quanto avviene nelle macchine fresatrici. In questo nuovo tipo di pantografi, la pressione necessaria era inferiore e ciò implicava sia il fatto che i modelli potevano essere composti da materiali anche meno resistenti dell’acciaio e del bronzo sia il fatto che la qualità di incisione era migliore e quindi le monete potevano presentare dettagli sempre più curati.
Tuttavia, i primi pantografi con punta d’incisione rotante presentavano un problema. Infatti, sia la punta d’incisione che la punta di tracciatura, vale a dire la punta che scorreva lungo la superficie del modello, si muovevano all’unisono partendo dal centro del modello e del cilindro d’acciaio da incidere per poi allontanarsi attraverso dei movimenti circolari.
Siccome la velocità di rotazione della punta di incisione e la punta di tracciatura era la stessa, mano a mano che ci si allontanava dal centro, ad ogni movimento circolare aumentava l’impronta in rilievo da dover incidere nello stesso tempo. Pertanto, la qualità d’incisione diminuiva pian piano che ci si allontanava dal centro.
Il francese Victor Janvier riuscì a risolvere questo problema attraverso un complesso sistema basato su una coppia di coni posizionati in direzioni opposte con delle cinghie che li collegavano ai perni di controllo della velocità delle due punte (cfr. Figura 81). In questo modo, fu possibile far ruotare la punta d’incisione e la punta di tracciatura a velocità differenti; la velocità di rotazione della punta di tracciatura diminuiva mano a mano che ci si allontanava dal punto centrale.
Questa innovazione portò ad un notevole incremento nella qualità di riproduzione dei conî e Janvier brevettò la sua invenzione nel 1899. Poco prima di morire fondò una fabbrica per la produzione di queste macchine che all’inizio del XX° secolo furono vendute a quasi tutte le zecche europee, comprese quella di Roma.
Come abbiamo visto il pantografo trasferiva l’immagine del modello (con impronte in positivo e rilievo) di dimensioni maggiori rispetto alla moneta ad un punzone (con impronte in positivo e rilievo) delle stesse dimensioni della moneta.
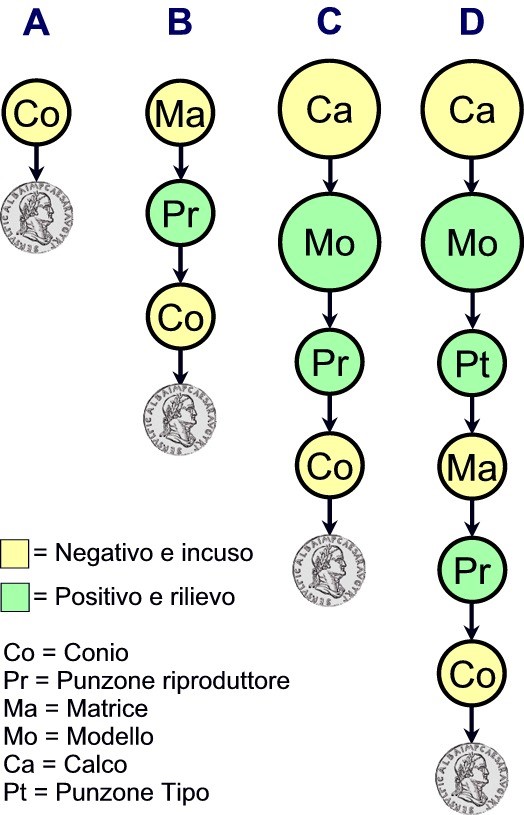 Nello schema qui sopra sono riassunti i vari processi di ottenimento dei conî.
Nello schema qui sopra sono riassunti i vari processi di ottenimento dei conî.
Nel processo A – processo manuale semplice – l’incisore produceva manualmente ciascun conio (con impronte in negativo ed incuso), talvolta con l’ausilio di punzoncini.
Nel processo B – processo manuale complesso – l’incisore produceva manualmente la matrice (con impronte in negativo ed incuso), da cui si potevano ottenere più punzoni riproduttori (con impronte in positivo e rilievo) e da ciascuno dei quali si potevano ottenere più conî (con impronte in negativo ed incuso).
Nel processo C – processo a pantografo semplice – l’incisore produceva manualmente un calco in gesso (con impronte in negativo ed incuso), da cui si otteneva un modello in bronzo (con impronte in positivo e rilievo). Entrambi avevano dimensioni maggiori rispetto alla moneta. Attraverso il pantografo, dal modello in bronzo si otteneva un punzone riproduttore (con impronte in positivo e rilievo), da cui si potevano ottenere più conî (con impronte in negativo ed incuso).
Da ultimo, nel processo D – processo a pantografo complesso – l’incisore produceva manualmente un calco in gesso (con impronte in negativo ed incuso), da cui si otteneva un modello in bronzo (con impronte in positivo e rilievo). Entrambi avevano dimensioni maggiori rispetto alla moneta. Attraverso il pantografo, dal modello in bronzo si otteneva un punzone tipo (con impronte in positivo e rilievo), da cui si potevano ottenere più matrici (con impronte in negativo ed incuso). Da ciascuna matrice si potevano ottenere più punzoni riproduttori (con impronte in positivo e rilievo) e da ciascuno dei quali si potevano ottenere più conî (con impronte in negativo ed incuso).
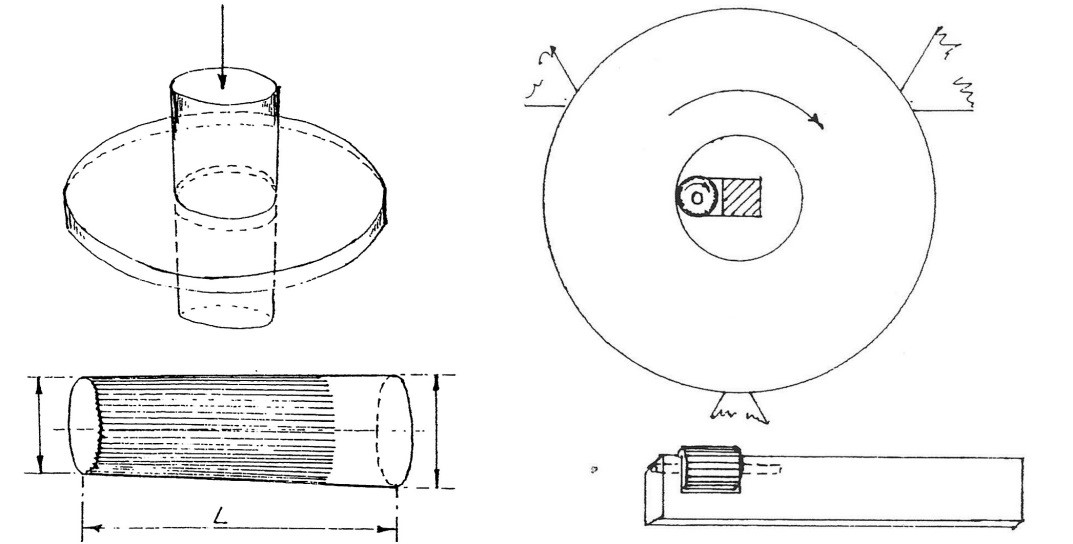 |
| Figura 82 – Cilindro zigrinato (a sx) e godrone (a dx). Fonte: Cooper (1988) |
Infine, merita fare ancora un accenno alle tecniche di produzione del terzo conio: la virola.
Come sappiamo, le pareti interne del foro della virola potevano essere lisce, per la coniazione di monete con contorno liscio, oppure con le legende in incuso, oppure lavorate, per la coniazione di monete con la legenda in rilievo o zigrinate. Quest’ultime erano le più comuni e la zigrinatura poteva essere realizzata in due modi: attraverso un godrone oppure con un cilindro zigrinato leggermente conico.
Il godrone è costituito da uno stelo che sostiene una o due rotelline, generalmente temperate o cementate in acciaio rapido sulle quali sono incisi sottili solchi. In particolare, la zigrinatura si ottiene mediante un’operazione di “ricalcatura”, dove attraverso un movimento trasversale, le rotelline vengono premute sulle pareti interne del foro della virola riportando quindi il disegno in rilievo. Il godrone a differenza di altri utensili da tornio, non asporta truciolo, ma si limita ad incidere delle sottili linee sul pezzo in lavorazione.
La seconda tecnica – maggiormente utilizzata – consiste, invece, nell’inserire un cilindro zigrinato leggermente conico all’interno di una virola “liscia”. Il cilindro viene pressato finché non si ottiene il diametro desiderato. A differenza del precedente, questo metodo consente di ottenere un numero preciso di solchi della zigrinatura. Naturalmente, la forma leggermente conica fa sì che anche le pareti interne della virola non siano rette, ma leggermente curve e questo favorisce l’espulsione della moneta una volta coniata.
______________________
[1] Giuseppe Maria Viti, Dove e come si fabbricano i nostri soldi, La Lettura, Anno XII, n.3, 1912