Battitura dei tondelli nell'epoca industriale
La crescente richiesta di monete durante l’epoca industriale, oltre che sulla fabbricazione dei conî e dei tondelli, ebbe ovviamente un’influenza anche sulle macchine volte a battere i tondelli. In particolare, si sentiva sempre più la necessità di aumentare la qualità delle impronte pur garantendo una produttività molto elevata. Ciò avvenne essenzialmente con l’automazione delle macchine per la coniazione e con il perfezionamento dei sistemi di alimentazione ed estrazione dei tondelli.
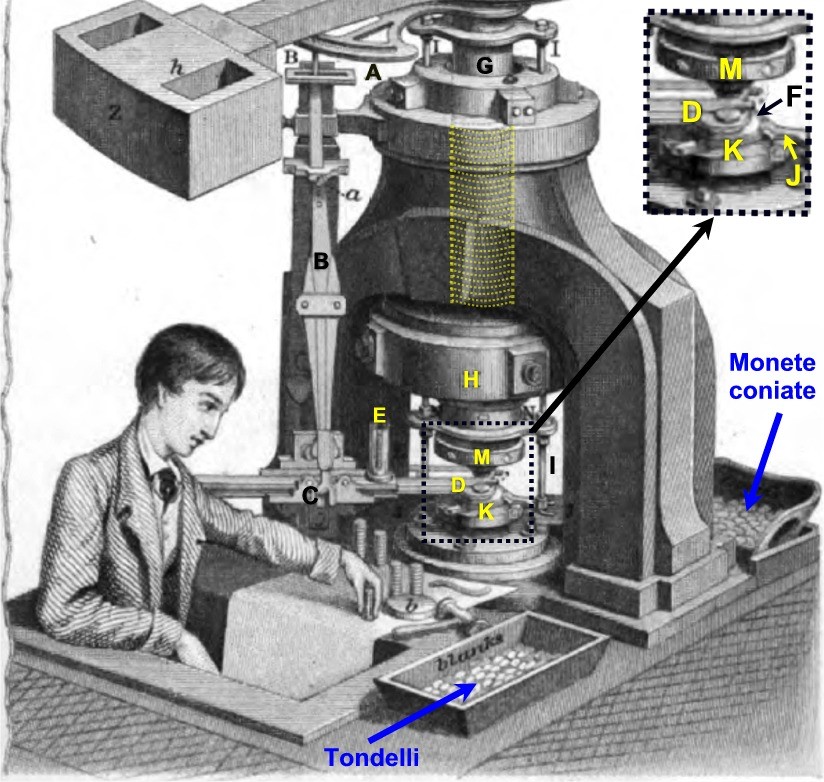 |
| Figura 93 – Pressa di Boulton. Fonte: Ansell (1781) |
Come abbiamo visto, il primo che fece un passo verso questa direzione fu l’inglese Matthew Boulton. Al riguardo, è interessante notare che Boulton non modificò il meccanismo della vite dei bilancieri e si limitò essenzialmente ad introdurre due innovazioni: (i) sostituì la forza muscolare con un motore azionato a vapore e (ii) introdusse un sistema per alimentare i tondelli ed estrarre automaticamente le monete appena coniate.
Un aspetto tecnico che facilitò l’automazione delle macchine per la coniazione fu una riduzione della lunghezza del braccio del bilanciere a parità di forza di battitura. Ciò fu possibile grazie a due ingegneri francesi – Vaucanson e Senot – i quali perfezionarono il tornio utilizzato per la filettatura della madrevite che poteva così risultare più alta, ma con un diametro inferiore. La struttura della pressa divenne più compatta e robusta e capace di assorbire con maggior facilità il contraccolpo della battitura.
Nel 1790 Boulton brevettò una pressa a vite azionata da un motore a vapore. Invero, si trattava di un gruppo di otto presse a vite disposte a gruppi di due in cerchio. I bracci dei vari bilancieri erano mossi da una ruota, dotata di una camma, che ruotava grazie alla forza generata da un motore a vapore.
Una descrizione del funzionamento della pressa di Boulton ci viene fornita da Ansell insieme anche ad una rappresentazione grafica (cfr. Figura 93)[1].
In particolare, l’operatore della pressa inseriva una pila di tondelli nell’apposito tubo (E) che, sfruttando la forza di gravità, li faceva scendere uno dopo l’altro. Una volta sceso il tondello dal tubo, un braccio meccanico di alimentazione (D) lo portava attraverso delle apposite “dita” sopra il conio inferiore (K). A questo punto, la ruota eccentrica o camma (A) muoveva la leva (B) che ritirava il braccio di alimentazione dei tondelli attraverso il perno (C). Un ulteriore perno vicino al precedente determinava l’apertura delle “dita”, facendo quindi rilasciare il tondello sopra il conio inferiore. Ora, il movimento rotatorio dell’albero principale della pressa (G) azionava due aste (I) che rilasciavano la virola (F) bloccata da una piccola leva (J). Sospinta dall’elasticità di apposite molle, la virola (F) saliva avvolgendo il tondello.
L’albero della pressa continuava il suo moto rotatorio all’interno della madrevite – rappresentata dalle linee tratteggiate tra (G) ed (H) – scendendo velocemente e spingendo verso il basso il conio superiore fissato ad apposito porta-conio (M). Il conio superiore batteva quindi il tondello con una pressione di circa 40 tonnellate e coniava la moneta. La forza sprigionata dalla battitura causava un rinculo della vite che attraverso un apposito meccanismo veniva fatta risalire.
Sempre il moto rotatorio (invertito) dell’albero azionava le due aste (I) che spingevano verso il basso la virola, liberando la moneta appena coniata. Con un movimento orizzontale del braccio di alimentazione dei tondelli la moneta appena coniata veniva spinta fuori dalla zona di battitura ed un nuovo tondello veniva rilasciato sopra il conio inferiore. Il processo ricominciava da capo.
Come è già stato evidenziato nel capitolo precedente, grazie alla collaborazione tra Droz e Boulton, si tentò anche di ideare un meccanismo per introdurre nella pressa sopra descritta la virola spezzata. Tuttavia, le varie sperimentazioni non ebbero i risultati sperati.
 |
| Figura 94 |
Infine, è interessante notare che già lo stesso Ansell nel suo libro del 1871[2] abbia messo in evidenza come anche la nuova pressa di Boulton potesse generare degli errori di coniazione in questo modo: “La pressa per coniare è ancora difettosa: uno di questi difetti è la produzione di monete imperfette, di cui quello della Fig. 20 [cfr. Figura 94, ndr] è una tipologia comune. Esso è prodotto da un errore del braccio di alimentazione dei tondelli nel posizionare il tondello esattamente sopra il conio inferiore, cosicché la virola, quando sale, non riesce ad avvolgerlo completamente; di conseguenza, quando il conio superiore scende per battere il tondello, solo la parte dello stesso che è a contatto con il conio viene impressa, la virola viene forzata verso il basso dalla pressione dell’altra parte del tondello che si trova sopra la sua superficie. In altre occasioni, il braccio di alimentazione dei tondelli rilascia il tondello troppo presto oppure proprio non riesce a rilasciarlo: in questa evenienza, il braccio di alimentazione dei tondelli viene fortemente “pizzicato”, e si ritrae con le impronte dei due conî nella sua parte terminale; e in entrambe queste ipotesi, conî possono entrare in contatto, e sfigurarsi vicendevolmente, cosicché la moneta successivamente prodotta riporterà su entrambe le facce una tenue impronta di entrambi i conî oltre all’impronta ordinaria […]. Certi errori di produzione sono stati chiamati da autori ignoranti monete incuse e storie assurde sono state pubblicate; quando, invece, la loro storia è semplicemente questa: avvenne che l’ultima moneta battuta sia rimasta attaccata al conio superiore, e ha trasmesso le impronte della sua faccia inferiore alla faccia superiore del tondello successivamente coniato. Questo non è un evento raro, e l’effetto di ciò sarebbe che quella moneta avrà le stesse impronte su entrambe le facce; ma certamente una presenta l’impronta in rilievo e l’altra in incuso. Queste sono alcune delle imperfezioni della pressa del Sig. Boulton, e si può forse presumere che le stesse possano essere facilmente superate; ma io non sono a conoscenza dell’esistenza di una pressa senza tali imperfezioni” (traduzione).
In questo breve passaggio, Ansell descrive in modo semplice e lineare alcuni degli errori di coniazione più comuni e che ancora oggi avvengono: battitura decentrata (cfr. par. 2.B.2.), coniazione sul braccio di alimentazione dei tondelli (cfr. par. 2.B.5.), battitura con conî collisi (cfr. par. 2.C.8.) e battitura a specchio o brockage (cfr. par. 2.B.6.).
Da quanto analizzato sopra, risulta evidente che il meccanismo di base della pressa di Boulton era ancora quello della pressa a vite o bilanciere. Tale sistema di coniazione fu, invece, completamente rivoluzionato da Uhlhorn che per primo inventò la pressa a leva o a ginocchiera, in cui essenzialmente il movimento verticale dell’albero è trasmesso mediante una leva articolata a ginocchiera e non più attraverso il moto rotatorio di una vite.
L’aspetto più importante del nuovo sistema è costituito dal fatto che si passò da una coniazione ad impatto ad una coniazione per pressione. Infatti, mentre nel bilanciere e nella pressa di Boulton la forza di battitura non poteva essere regolata, nella pressa di Uhlhorn – grazie alla leva articolata a ginocchiera – poteva essere controllata con un livello di sensibilità mai raggiunto prima. Vediamo ora un po’ più nel dettaglio quest’ultima pressa che rivoluzionò le tecniche di coniazione della seconda metà del XIX° secolo.
Partendo dalla struttura della pressa Uhlhorn va innanzitutto notato che l’intero telaio – composto da una cornice frontale e una posteriore, collegate da una base di supporto – era prodotto con un’unica colata di metallo. In questo modo la pressa assumeva una tipica forma ad “H” che tuttavia veniva rinforzata con un’ulteriore barra di congiunzione superiore. Con una seconda colata veniva realizzato l’“albero a gomiti” – una sorta di pistone il cui movimento traslatorio era regolato da una biella – da collegare al telaio. Il movimento rotatorio era generato da una grande ruota (volano) fissata lateralmente al telaio che veniva collegata, attraverso una cinghia, ad un asse azionato da un motore a vapore. La rotazione dell’albero a gomiti non era uniforme, poiché nei cilindri si susseguivano fasi utili e fasi passive; questo fenomeno viene definito come “irregolarità periodica”. Per rendere il più possibile omogenea la rotazione (ovvero per ridurne le accelerazioni e le decelerazioni) si impiegava appunto il volano, costituito da un grosso disco fissato a una estremità dell’albero motore, che accumulava energia meccanica durante le fasi utili per restituirla durante quelle passive.
Come nelle presse a vite o bilancieri, il conio inferiore era serrato in un apposito dispositivo (mandrino), eventualmente regolabile, sulla parte inferiore dell’apertura rettangolare della cornice frontale, mentre il nuovo sistema a ginocchiera a cui era agganciato il conio superiore consisteva di tre meccanismi di collegamento: la leva oscillante, la colonna e la leva di martello; il conio superiore veniva fissato all’estremità inferiore di quest’ultima. Le articolazioni di questo nuovo sistema sono paragonabili a quelle di una gamba di una persona, da cui anche il nome “a ginocchiera”.
La prima componente, la leva oscillante, si trovava nella parte superiore dell’apertura rettangolare della cornice frontale collegata ad una cavità di giuntura paragonabile all’anca. La leva oscillante, paragonabile al femore, aveva nella parte superiore una specie di nocca che si incastrava nella cavità dell’“anca” e nella parte inferiore un’ulteriore cavità che la collegava alla colonna. Il nome di questa leva deriva dal suo movimento oscillatorio che le veniva conferito dall’albero a gomiti a cui risultava unita attraverso delle leve di giunzione.
La colonna, paragonabile alla tibia, era una leva che aveva anch’essa nella parte superiore una specie di nocca che si incastrava nella cavità della leva oscillante e nella parte inferiore un’ulteriore cavità che la congiungeva alla leva di martello. Essa rappresenta una leva intermedia di collegamento tra la leva oscillante e la leva di martello. L’altezza della colonna poteva essere regolata con appositi tasselli al fine alzare o abbassare indirettamente il livello del conio superiore.
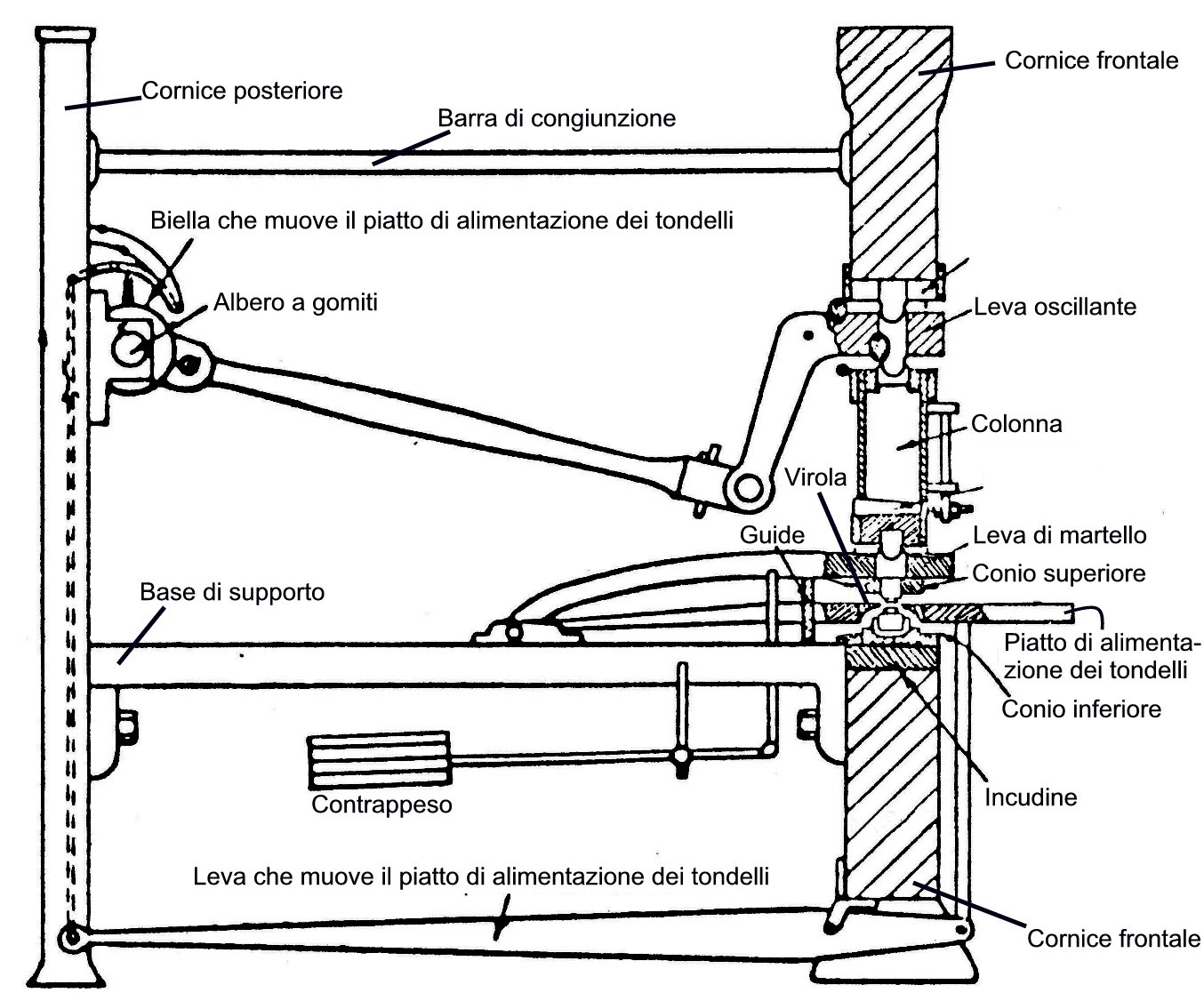 |
| Figura 95 – Struttura della pressa Uhlhorn. Fonte: Cooper (1996) |
Infine, la leva di martello, paragonabile al piede, prende il nome dalla sua forma e presenta nella parte superiore una nocca di giunzione con la colonna e nella parte inferiore il porta-conio superiore. La leva di martello era collegata alla base di supporto attraverso una barra curva, al fine di vincolare il conio superiore ad un piano per conferirgli un movimento all’interno di un foro circolare. Il movimento laterale veniva evitato con delle apposite guide. L’intero meccanismo era tenuto insieme da una trave a sbalzo – vale a dire una barra orizzontale vincolata ad una sola estremità – sotto alla base di supporto, alla cui estremità venivano posizionati dei contrappesi. Quest’ultimi servivano a favorire la risalita della leva di martello e quindi del conio superiore.
Invece, la virola si muoveva verticalmente lungo il “collo” del conio inferiore ed era ancorata ad un piatto su cui scorrevano i tondelli. Il meccanismo di alimentazione dei tondelli era montato su quest’ultimo piatto e lo stesso era molto simile a quello della pressa di Boulton, con una differenza: una piccola paletta spingeva il tondello fuori dal tubo di alimentazione fino ad una posizione intermedia, dove il braccio di alimentazione dei tondelli lo caricava e lo portava all’interno dell’area di battitura. Il movimento verticale dell’intero piatto su cui poggiava la virola era conferito da un’apposita leva collegata ad una biella ancorata all’albero a gomiti. In particolare, la leva muoveva delle aste che spingevano verso il basso il piatto, quando la pressione veniva rilasciata la virola risaliva sospinta dall’elasticità di apposite molle.
Infine, è importante sottolineare che il movimento dell’intera pressa era reso indipendente dal movimento della grande ruota posta al suo fianco, grazie a due frizioni. Inoltre, l’operatore poteva anche fermare in ogni momento la pressa e ciò si rendeva spesso necessario, in quanto il meccanismo di alimentazione dei tondelli spesso non funzionava correttamente.
Il funzionamento delle presse Uhlhorn ci viene anche descritto da Giuseppe Maria Viti nel suo più volte citato articolo: “Le Presse Uhlhorn e le più moderne Presse Greenwood (macchine coniatrici) mediante lunghe leve snodate che le fanno rassomigliare a colossali ragni, comprimono i tondelli tra due conj e, nello stesso tempo, fanno l’impressione del dritto e del rovescio. La mano dell’uomo prende semplicemente una pila di tondelli e la mette entro il serbatoio tubolare; ma una mano meccanica della pressa fa qualcosa di più e di meglio: prende orizzontalmente tra pollice ed indice il tondello dalla bocca inferiore del serbatoio; si avanza; con la punta dell’indice spinge innanzi la moneta già stampata lungo un liscio corridoio che mena in un pozzo; e, nel momento stesso in cui la moneta sta per affogare, il tondello, ancora prigione tra pollice e indice, viene a trovarsi al posto della moneta scacciata. Ma per poco: che non appena il tondello è divenuto moneta per l’impronta dei conj, l’indice della mano, ch’era tornata indietro, minaccia di riavanzare con l’evidente scopo ugualitario di far posto ed onore al successivo tondello. Le presse stampano in media tremilaseicento pezzi all’ora”.
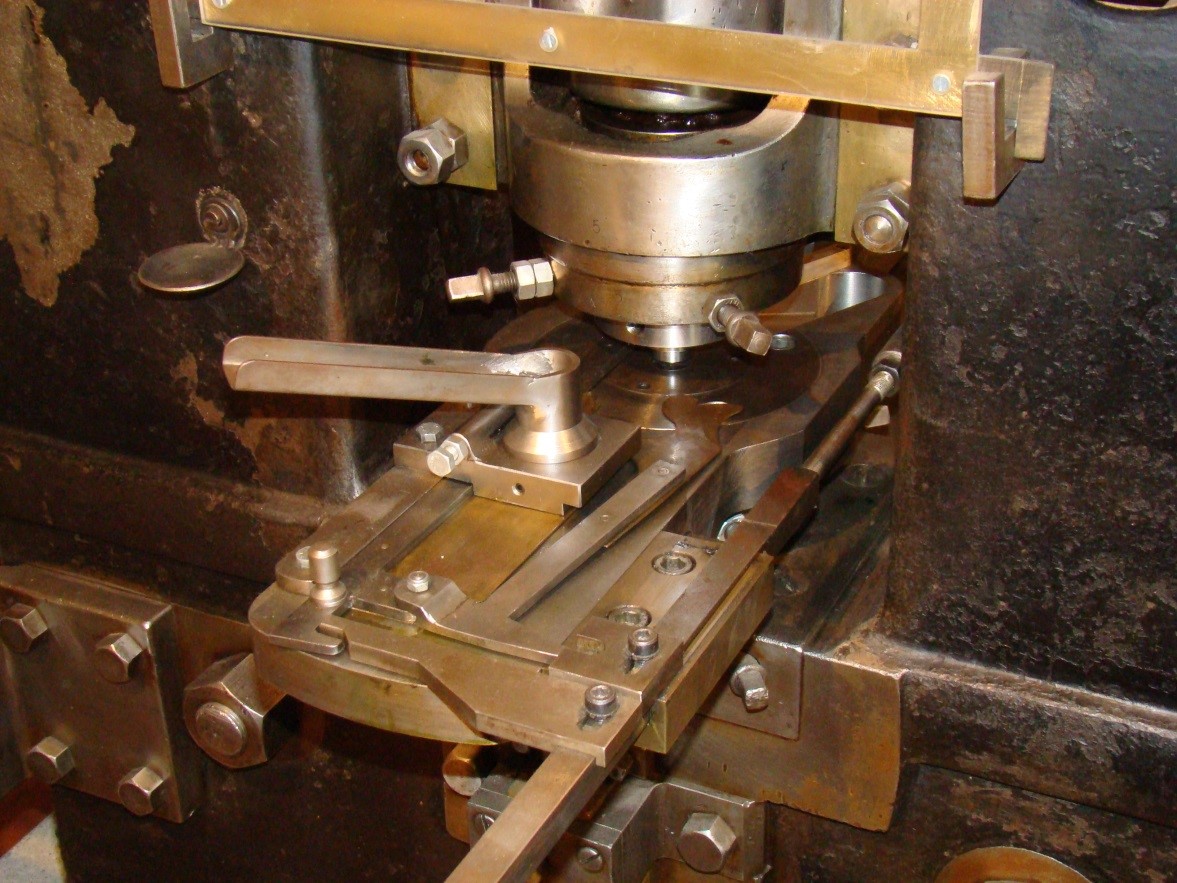 |
| Figura 96 – Particolare della zona di battitura di una pressa Uhlhorn. Fonte: Museo di Hall |
Le presse Uhlhorn, più compatte delle presse Boulton, rivoluzionarono i processi di coniazione delle principali zecche europee della seconda metà del XIX° secolo e, come abbiamo visto, anche le zecche italiane si dotarono di alcuni esemplari di queste presse. Le presse venivano offerte in quattro diverse versioni, a seconda delle dimensioni e della capacità.
Come abbiamo già avuto modo di commentare, i principi su cui si basava la pressa ideata da Uhlhorn sono stati poi ripresi da vari ingegneri e migliorata in alcuni aspetti, anche se l’idea di base è rimasta immutata. Il primo a cimentarsi in un’opera di miglioramento della pressa Uhlhorn fu probabilmente Thonnelier il quale innanzitutto riuscì a rendere ancora più compatto il telaio della pressa e a realizzare un articolazione di leve che fosse più sicura per l’addetto alla pressa. Infatti, nella pressa Uhlhorn se le varie leve non erano correttamente regolate le stesse potevano staccarsi frontalmente e ferire l’addetto, mentre il modello Thonnelier prevedeva un movimento solo verso l’interno, così da evitare ogni possibilità d’infortunio.
Dal punto di vista più strettamente tecnico, la principale innovazione introdotta da Thonnelier fu un nuovo sistema di alimentazione ed estrazione dei tondelli e un diverso fissaggio del conio inferiore. In particolare, quest’ultimo non risultava più fisso, bensì anch’esso mobile e ancorato ad una leva di martello collegata ad un contrappeso. Ad essere fisso era invece il piatto su cui veniva fissata la virola e venivano fatti scorrere i tondelli che venivano sempre alimentati da un braccio. Quest’ultimo era dotato di due “dita” che si potevano aprire e chiudere per prendere e rilasciare i tondelli o le monete appena coniate. Il movimento verticale del conio inferiore aveva appunto la funzione di alzare la moneta appena coniata affinché il braccio la afferrasse per allontanarla dalla zona di battitura e lo stesso era generato da una camma o biella posta sotto la leva di martello a cui era fissato.
A sua volta, anche la pressa Thonnelier subì dei successivi miglioramenti. Ciò avvenne dapprima ad opera di alcuni ingegneri statunitensi, quali il già ricordato Franklin Peale il quale riuscì a rendere indipendente la grande ruota dall’albero a gomiti e ad introdurre una frizione volta a proteggere i due conî in caso di malfunzionamento della pressa. Inoltre, sostituì la biella o camma con un eccentrico a collare che era più economico e robusto ed eliminò i contrappesi che erano fonte di forti vibrazioni.
Anche in Europa, alcune ditte specializzate cercarono di migliorare la pressa Thonnelier apportando alcune modifiche. Al riguardo, si ricordano a titolo esemplificativo la James Watt & Company fondata a Birmingham dal figlio di James Watt e la Taylor & Challen Ltd sempre di Birmingham.
In particolare, quest’ultima produsse delle presse sempre basate sul modello Thonnelier molto apprezzate dalle varie zecche europee, tra cui quella di Roma. Infatti, le presse Taylor & Challen erano molto compatte ed erano dotate di particolari dispositivi che consentivano di regolare sia l’altezza del conio inferiore e superiore che l’intera base su cui si poggiava il conio inferiore.
Ciò consentiva di adattare la pressa a conî anche di dimensioni fuori dalle misure standard e di calibrare i due conî rispetto al tondello nel modo più efficiente possibile.
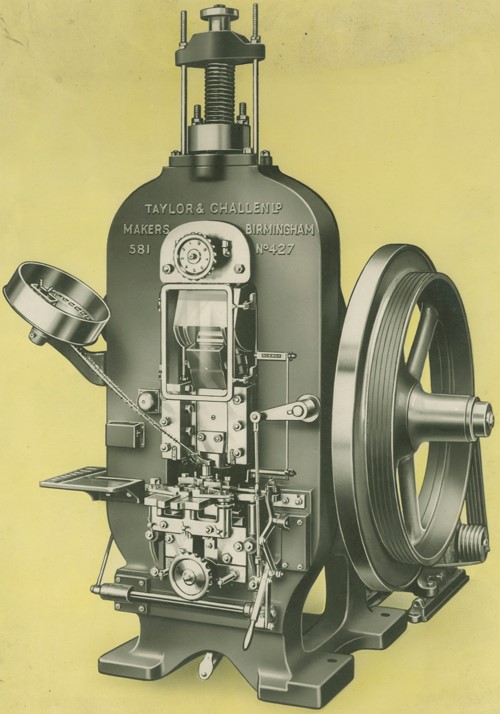 |
| Figura 97 – Pressa Taylor & Challen. Fonte: theironroom.wordpress.com |
Nel 1935 la Taylor & Challen produsse una pressa da 250 tonnellate che era in grado di coniare anche i talleri di Maria Teresa da 40 millimetri di diametro.
Verso la fine del XIX° secolo, oltre a quelle già citate, furono fondate molte altre società che producevano presse monetarie, principalmente in Europa e Nord America: la Schuler, la Deutsche Wappenfabrik e la Grabener in Germania, la Bliss Company, la Ferracute, la Virginia Trucking Company e la Morgan Orr & Company negli Stati Uniti, la Raskin in Belgio, la Du Bosc in Italia, la Ardboga in Svezia, la Reinhard & Fernau in Austria, la Greenwood & Batley e la Horden Mason & Edwards nel Regno Unito, etc. Le presse monetarie prodotte da queste società si basavano essenzialmente sul modello della pressa di Uhlhorn e Thonnelier con il meccanismo a ginocchiera montato sopra al piatto dove scorrevano i tondelli.
L’unica società che pensò di invertire la posizione di quest’ultimo meccanismo fu la Greenwood & Batley, le cui presse – come vedremo – furono acquistate anche dalla zecca di Roma. Più in particolare, il modello Greenwood & Batley prevedeva che il conio di martello, e quindi anche l’intero meccanismo a ginocchiera, fosse posizionato nella parte inferiore mentre il conio d’incudine nella parte superiore. Ciò aveva l’obiettivo di evitare uno sgradevole inconveniente tipico dei modelli tradizionali, vale a dire lo sgocciolamento dell’olio lubrificante sulla zona di battitura dei tondelli. Infatti, l’olio spesso si posizionava tra uno dei due conî ed il tondello formando un cuscinetto che comprometteva il corretto trasferimento delle impronte sulla moneta e generando un comunissimo errore di coniazione denominato “battitura con conio ostruito” o più impropriamente “conio stanco” (cfr. par. 2.C.4.). Ciononostante, questo modello di presse ebbe poco successo.
Infine, va menzionata l’invenzione del bilanciere a frizione ad opera del francese Chéret nel 1861, visto che lo stesso, oltre ad essere impiegato per le monete di grande modulo, ha rivestito un ruolo molto importante nella nuova tecnica di produzione dei conî (cfr. supra).
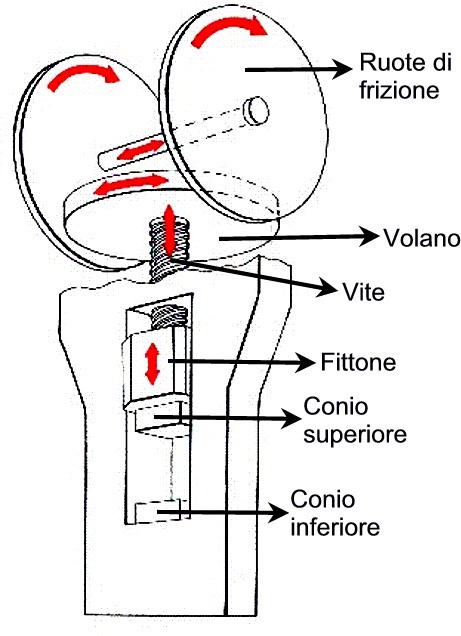 |
| Figura 98 – Struttura del bilanciere a frizione |
Il successo di queste macchine è dovuto al fatto che sono molto durature, resistenti e facili da mantenere, in considerazione della loro struttura piuttosto semplice (cfr. Figura 98). L’energia e quindi la potenza di battitura è contenuta nelle due grandi ruote poste sulla sommità della macchina e che sono mosse da un motore elettrico che le tiene costantemente in rotazione. Quando il bilanciere viene azionato, un cilindro spinge le due ruote contro una cinghia che avvolge la circonferenza del volano, il quale è fissato ad una grande vite. La durata del contatto tra le due ruote ed il volano determina anche la potenza di battitura; quest’ultima può variare dal 10% al 100% della potenza massima disponibile regolando appunto il tempo di contatto.
La forza sprigionata dalla battitura viene assorbita dal tondello/moneta ed eventuali eccessi vengono scaricati sulla cornice della pressa; di conseguenza, è importante che la potenza di battitura sia regolata ad ogni processo di coniazione al fine di evitare tali eccessi.
Come detto, il moto rotatorio è impartito dalle due ruote di frizione azionate da un motore elettrico che le tiene in continuo movimento. Il contatto con il volano fa sì che il moto rotatorio venga trasferito al volano e da questo alla vite ad esso fissata; se le due ruote si muovono in senso orario, il volano e la vite ruoteranno in senso anti-orario (e viceversa). La vite scende quindi ruotando all’interno della madrevite fissata alla cornice facendo abbassare anche il fittone a cui è collegato il conio superiore.
Una volta che il conio superiore ha raggiunto il livello desiderato scatta un freno che fa invertire il moto rotatorio al volano, che a sua volta fa risalire la vite e conseguentemente anche il fittone con il conio superiore. A questo punto la moneta o la medaglia può essere estratta.
I bilancieri a frizione avevano una potenza di battitura molto elevata e per questo motivo erano quindi indicati per coniare monete di grande modulo, ma anche per produrre i conî. Per quest’ultima attività, i bilancieri a frizione furono in seguito sostituiti dalle presse idrauliche.
____________________
[1] George Frederick Ansell, The Royal Mint: its working, conduct and operations, fully and practically explained, Effingham Wilson, 1871.
[2] George Frederick Ansell, The Royal Mint: its working, conduct and operations, fully and practically explained, Effingham Wilson, 1871, pagg. 57-58. “The press for coining is still defective: one of this defects is the production of imperfect coins, of which Fig. 20 is a common type. It is produced by the failure of the automaton hand to place the blank exactly on the lower die, so that the collar, when it rises, fails to enclose it; hence, when the upper die descends to strike the blank, only that part of it which is over the die is impressed, the collar being forced down by the pressure of the other part of the blank upon its upper surface. On other occasions the automaton hand drops its blank too early, or fails to bring it forward at all: on such occasions it sometimes receives a severe pinch, and retires with an impression produced on its end by the dies; and on either of these occurrences, the dies may come forcibly together, and disfigure each other, so that the next coin which is produced carries with it on each side a faint impression of both dies as well as its proper impression. […] Some accidental productions have been called by ignorant writers incused coins, and conjectural histories of them have been published; when, in fact, their history is simply this: it so chanced that the coin last struck remained upon the upper die, and gave its lower-side impression to the upper side of the next blank which was coined. This is no uncommon occurrence, and the effect of it would be that such a coin would have the same devise on each side; but of course one would present he design in relief and the other in intaglio. Such being some of the imperfections of Mr. Boulton’s coining press, it may perhaps be assumed that they can be readily overcome; but I am not aware of the existence of any press which is free of them”.