Fabbricazione dei tondelli nell'epoca antica
Nell’epoca antica, la preparazione dei tondelli era forse l’operazione del processo di coniazione più importante, in quanto dalla stessa dipendevano il peso e la lega della moneta.
Al riguardo, va innanzitutto osservato che, a differenza di quanto avviene oggi, la loro produzione richiedeva molto tempo e spesso l’utilizzo di tecniche laboriose che comunque non garantivano un risultato standardizzato di buona qualità. La lentezza del processo presupponeva quindi che lo zecchiere dovesse avviare tale attività con largo anticipo rispetto alla fase di battitura, in quanto non si poteva rischiare di rallentare il lavoro del martellatore per carenza di tondelli. Si pensi che in età romana una sola persona poteva battere dalle 3.000 alle 4.000 monete al giorno, con una cadenza di una ogni pochi secondi[1]. Pertanto, era opportuno dotarsi di scorte adeguate di tondelli, soprattutto nei periodi di maggiore richiesta di monete.
Ciò ci consente anche di comprendere il motivo per cui, in casi di urgenza, si potesse battere una sorta di “semilavorato”, arrivando addirittura a riconiare, mediante pre-riscaldamento e battitura successiva, vecchie monete ritirate dalla circolazione, saltando così la fase della rifusione del metallo[2]. Ciò posto, va osservato che la prima operazione da compiere per la produzione dei tondelli era la fusione del metallo e ciò avveniva probabilmente utilizzando dei crogioli di materiale refrattario riscaldati da fiamme alimentate con carbone che portavano il metallo ad una temperatura di circa 1.000° C.
Una volta fuso il metallo, le tecniche impiegate per ottenere i tondelli erano numerose. A titolo esemplificativo, è probabile che la forma ovoidale delle prime monete coniate in Lidia sia dovuta al fatto che i tondelli fossero ricavati da gocce o globetti di metallo ottenuti facendo colare il metallo fuso in lastre di raffreddamento o in acqua fredda. Per effetto dello sbalzo termico, il metallo si coagulava istantaneamente. Peraltro, da questa tecnica trae probabilmente origine la forma (più o meno) circolare delle monete nel corso dei secoli. Infatti, per effetto delle stesse leggi fisiche che determinano la classica forma tondeggiante delle gocce d’acqua o dei chicchi di grandine, anche il metallo fuso lasciato libero di coagulare assume una forma globulare od ovoidale. Invero, la forma circolare della moneta è dovuta anche probabilmente ad una questione di praticità, visto che eventuali forme dotate di spigoli avrebbero reso meno agevole il passaggio di mano in mano.
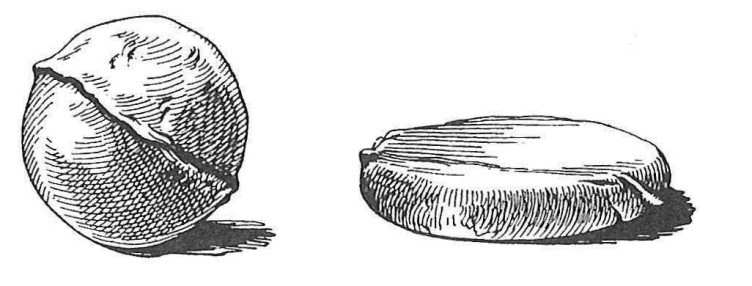 |
| Figura 17 – Tondelli sferici prima e dopo la battitura (Fonte: Hill, 1922) |
Per tutti questi motivi, non deve, quindi, sorprendere il rilevante spessore delle prime monete dell’Asia Minore e della Grecia. Inizialmente, la pressione esercitata dai primi conî poco elaborati conferiva alle monete una forma simile a quella di “pallottole” molto spesse. Successivamente, mano a mano che le impronte riportate sui conî diventavano più complesse, aumentava anche l’area dove veniva esercitata la pressione massima dei conî e conseguentemente le monete cominciarono ad assumere sempre più una forma circolare ed ad essere più sottili. Sebbene la tecnica di produzione dei tondelli sopra descritta fosse piuttosto semplice e pratica, la stessa non dava tuttavia alcuna garanzia in termini di uniformità e di peso.
Perciò, già in età greca e romana, furono impiegate delle tecniche alternative volte a conferire al tondello una forma ed un peso più regolare. Tali tecniche possono essere raggruppate in due macro-categorie: (1) fusione in stampi e (2) tranciatura di barre o lastre.
Per quanto riguarda la fusione in stampi, va segnalata innanzitutto una prima tecnica molto particolare utilizzata principalmente per le più antiche monete siciliane[3]. In particolare, secondo questa tecnica, il tondello veniva ottenuto versando del metallo fuso in uno stampo chiuso sferico costituito di due metà semisferiche.
 Il metallo veniva fatto scorrere all’interno dello stampo attraverso il punto di contatto delle due semisfere e una volta solidificato si formava una specie di sbavatura equatoriale (codolo di fusione) attorno alla “pallina” metallica. Anche la non perfetta chiusura delle due valve dello stampo poteva lasciare un evidente segno di giunzione sul bordo del tondello.
Il metallo veniva fatto scorrere all’interno dello stampo attraverso il punto di contatto delle due semisfere e una volta solidificato si formava una specie di sbavatura equatoriale (codolo di fusione) attorno alla “pallina” metallica. Anche la non perfetta chiusura delle due valve dello stampo poteva lasciare un evidente segno di giunzione sul bordo del tondello.
Al fine di eliminare questa sbavatura, nella fase di battitura la pallina metallica veniva posta con il codolo di fusione in posizione verticale, in modo che a seguito della coniazione ne rimanevano solo due piccoli frammenti in due punti del bordo contrapposti. In alcuni casi, la pallina metallica veniva preventivamente spianata a martello, sempre con la sbavatura posta in verticale per facilitare poi l’operazione di battitura.
Pare che la forma sferica del tondello sia dovuta al fatto che le monete venivano coniate a caldo e le palline di metallo erano in grado di conservare più a lungo il calore, mantenendo così “morbido” e malleabile il metallo[4].
Secondo il Finetti, in aggiunta all’utilizzo di forme sferiche singole, “è ipotizzabile l’uso di forme multiple, simili ai fondi palle per armi da fuoco ad avancarica usate nei secoli passati, che potevano assicurare un notevole risparmio di tempo e di materiali”[5]. Tuttavia, non sono stati ancora mai rinvenuti stampi di questo tipo.
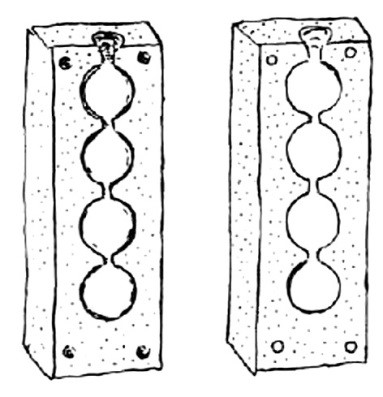 |
| Figura 18 – Fonte: Finetti, 1987 |
Peraltro, oltre ad ottenere dei tondelli sferici, gli stampi chiusi furono utilizzati anche per produrre dei primi tondelli a forma di dischi. In particolare, il metallo fuso veniva versato su una lastra di pietra o di argilla cotta, con un numero di piccole sedi (da 12 a 20) abbastanza profonde da ottenere dischi leggermente più spessi della relativa moneta. Per facilitare la rimozione dei tondelli di metallo, le piccole sedi sulla superficie della piastra erano un po’ più strette nella loro parte inferiore. Talvolta, sulla piastra veniva scavato un piccolo canale, che metteva tra loro in comunicazione tutte le sedi; una seconda piastra piatta veniva quindi sovrapposta, in modo da completare la forma a due valve.
In questo modo tutte le sedi potevano essere riempite con una sola colata del metallo liquefatto che veniva inserito dal foro superiore, riempiendo in questo modo lo stampo partendo dalla sede posta più in basso. Una volta che il metallo si raffreddava e solidificava, ciascun disco veniva separato con un apposito utensile (tenaglia o scalpello).
Anche in questo caso, i tondelli potevano presentare dei codoli di fusione che potevano essere rimossi con l’impiego di una lima. Inoltre, anche la non perfetta sovrapposizione delle due lastre poteva lasciare sul tondello un evidente segno di giunzione sul bordo.
A partire dal III° secolo a.C. iniziarono ad essere utilizzati anche degli stampi aperti che, in un primo momento, “erano costituiti da una barra in materiale refrattario nella quale erano ricavate l’una accanto all’altra le formelle comunicanti per mezzo di brevi canaletti che avrebbero consentito al metallo liquefatto di livellarsi distribuendosi in eguale misura. Per agevolare l’estrazione che doveva essere effettuata rovesciando lo stampo, le forme andavano restringendosi verso il fondo cosicché la sezione dei tondelli risultava leggermente troncoconica ed i peduncoli di collegamento a sezione semicircolare, impostati verso la parte alta del tondello piuttosto che su tutto lo spessore del bordo come nei tipi colati in stampi chiusi. I pezzi erano poi staccati spezzando i peduncoli o tagliandoli per mezzo di scalpelli”[6].
 |
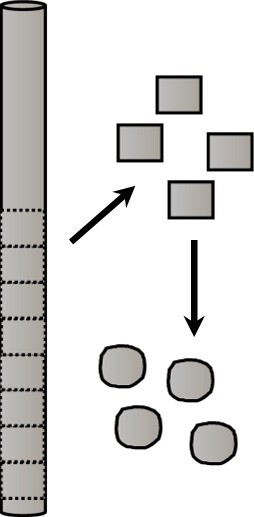
| Figura 19 – Esempi di stampi aperti per produrre tondelli |
Oltre gli stampi descritti dal Finetti qui sopra, si conoscono anche altre tipologie di stampi aperti. Tuttavia, in genere, si trattava comunque di lastre d’argilla dello spessore di due centimetri, talvolta circolari ed altre volte rettangolari, a seconda dagli usi locali. Sulla loro superficie venivano praticate dei solchi circolari in modo casuale oppure con un certo ordine.
In un primo periodo i solchi erano più superficiali, a forma di scodella e distribuiti casualmente, mentre successivamente diventarono sempre più profondi, a forma conica e distribuiti con un preciso ordine, spesso a gruppi di cinquanta fori.
 |
| Figura 20 – Crogioli di Bratislava. Fonte: gmb.sk |
Non è chiaro come questi stampi aperti venissero utilizzati, ma è probabile che il metallo venisse prima liquefatto in piccoli crogioli e che poi lo stesso venisse riversato nei solchi presenti sulla superficie dello stampo. Peraltro, tale tecnica è stata supportata dalla scoperta nel 1984 di alcuni crogioli nel sito archeologico di un’antica zecca celtica nei pressi di Bratislava risalente al 150 a.C..
La capacità di ogni crogiolo era di circa mezzo chilo di metallo fuso, che era sufficiente a riempire uno stampo contenente circa 50 solchi circolari. La forma di questi crogioli suggerisce che nella fornace gli stessi fossero mantenuti in posizione verticale, grazie ad un apposito sostegno.
 Quelle sopra descritte erano sicuramente le principali tecniche utilizzate nell’età greca e romana per produrre tondelli. Tuttavia, va segnalata un’ulteriore tecnica – il ritaglio dei tondelli – il cui utilizzo è di fatto iniziato in età imperiale, per poi svilupparsi maggiormente nel Medioevo, quando le monete erano così sottili che i tondelli potevano essere più facilmente ritagliati con una grossa forbice.
Quelle sopra descritte erano sicuramente le principali tecniche utilizzate nell’età greca e romana per produrre tondelli. Tuttavia, va segnalata un’ulteriore tecnica – il ritaglio dei tondelli – il cui utilizzo è di fatto iniziato in età imperiale, per poi svilupparsi maggiormente nel Medioevo, quando le monete erano così sottili che i tondelli potevano essere più facilmente ritagliati con una grossa forbice.
Più nello specifico, in base a questa tecnica, dei tondelli dalla forma rettangolare venivano ricavati ritagliando delle lunghe e sottili barre di metallo (in età romana si trattava essenzialmente di bronzo). Poi, allo scopo di avvicinarli alla forma circolare, il contorno veniva battuto con il martello oppure ritagliato con uno scalpello o delle cesoie. Quest’ultima pratica era maggiormente diffusa durante il Medioevo.
Pare che un altro metodo utilizzato in Grecia per ricavare i tondelli fosse quello di staccarli da lastre di metallo attraverso degli stampi (fustelle) circolari dai bordi taglienti battuti sul metallo caldo.
La prova dell’impiego di tale tecnica ci viene fornita dal ritrovamento in Eretria (città greca) di alcuni tondelli in argento che pare siano stati ottenuti nel modo sopra descritto. In particolare, i due esemplari conservati al British Museum sembrano appunto essere stati ritagliati da una lastra metallica rotonda che è stata in parte intaccata e poi strappata[7].
Invece, nell’ambito della monetazione romana vanno segnalate altre due tipologie di tondello molto note: (1) i tondelli serrati e (2) i tondelli suberati.
I tondelli da cui si ottenevano le monete serrate (dal latino “serra” che significa sega) – tra cui le più famose sono sicuramente i denari serrati – venivano incisi con uno strumento affilato (cuneo-lama) che praticava dei piccoli tagli (circa 20-30) lungo il bordo[8]. Successivamente, l’azione meccanica della battitura comportava un allargamento dei tagli di forma triangolare.
Per lungo tempo si è ritenuto che tale tecnica avesse la funzione di mostrare che la moneta fosse di argento pieno e non avesse all’interno un’anima di metallo vile. Tuttavia, questa teoria è stata contraddetta per la presenza di numerosi denari serrati-suberati[9]. Invece, è più probabile che la dentellatura del bordo avesse la funzione di alleggerire le tensioni indotte dalla coniazione distribuendole radialmente; il motivo di tale espediente tecnico si rivelò necessario a causa dell’utilizzo di una fragile lega d’argento di prima coppellazione avente una percentuale di rame notevolmente più bassa rispetto agli altri denari repubblicani. In altre parole, la dentellatura si rivelò un ottimo espediente per evitare la disgregazione del tondello di argento, quasi puro, nella fase della coniazione.
Infine, il Finetti ricorda che “si sono potute riscontrare due diverse tecniche di dentellatura, una per il bronzo e l’altra per i metalli preziosi. La dentellatura sui bronzi era eseguita nella fase di fusione dei tondelli, colati in stampi aperti (e lì le tacche risultavano sempre regolari) o chiusi a sezione lenticolare; in quest’ultimo caso, quando le forme non combaciavano bene, i dentelli si presentavano leggermente sfalsati”[10]. Per i metalli preziosi si seguiva, invece, la tecnica sopra descritta.
 |
 |
| Figura 21 – Moneta romana serrata | Figura 22 – Moneta romana suberata (si noti come al dritto lo strato superficiale di argento si sia staccato) |
Passando ora ai tondelli suberati, si ricorda innanzitutto che il termine “suberato” proviene dal latino sub aes e indica una particolare classe di monete contraffatte e costituite da una parte interna in metallo vile, solitamente bronzo o rame, avvolte da una sottile foglia esterna di argento o oro. Tralasciando il dubbio storico-giuridico se tale classe di monete fossero delle emissioni clandestine o meno, va ricordato che degli studi metallografici condotti da William Campbell[11] hanno rivelato tre principali metodi di preparazione dei tondelli suberati.
In base ad un primo metodo, un tondello di rame puro, ricavato da fusione, veniva lucidato al fine di ottenere una superficie lucida, priva di ossidi. A questo tondello veniva applicata manualmente attraverso una compressione a freddo una sottile lamina d’argento puro preparata in precedenza, curandone la perfetta aderenza al tondello di rame per impedire che tra la lamina d’argento e il tondello penetrasse aria e quindi ossigeno con conseguente formazione di ossidi di rame. Il dischetto così rivestito veniva posto con gli altri analogamente preparati in un contenitore e portato alla temperatura di fusione dell’argento che liquefacendosi avvolgeva uniformemente come una glassa senza crepe né sbavature il tondello di rame sottostante.
Al riguardo, si ricorda che l’argento fonde a 960,5° C., mentre il rame fonde a 1083° C. Alla temperatura in cui l’argento era fuso, il rame sottostante cominciava ad ammorbidirsi in superficie, per cui si determinava la formazione di una zona intermedia di particelle commiste di argento e di rame. L’argento fuso tendeva lentamente a colare addensandosi in basso per cui lo spessore della rivestitura era un poco maggiore nella parte in basso della moneta. Solidificandosi nel raffreddamento l’argento restava comunque perfettamente e uniformemente aderente e quasi saldato al dischetto di rame grazie alla compenetrazione dei due metalli nella zona di contatto fra loro. Nel corso del raffreddamento, a una temperatura relativamente bassa, si procedeva alla coniazione la cui forte percussione compattava ulteriormente le due componenti della moneta[12].
In base al secondo metodo, il rivestimento veniva ottenuto immergendo il tondello di rame riscaldato in una lega di argento e rame fuso oppure, anche se il Finetti pone dei dubbi, esso era cosparso di una polvere d’argento e di un solvente adatto e quindi riscaldato finché l’argento si scioglieva e ricopriva il tondello di rame[13]. Tale operazione veniva probabilmente ripetuta più volte, al fine di ricoprire regolarmente e uniformemente la superfice del tondello.
L’ultimo metodo consisteva, invece, nell’applicare una lamina di metallo nobile al tondello di rame attraverso un’operazione di saldatura ottenuta con una “lega eutettica” di argento e rame, vale a dire una lega che fonde ad una temperatura più bassa di quella dei singoli componenti (28% di rame e 72% di argento con punto di fusione a 778° C.).
Da ultimo, si segnala che la tecnica di produzione di monete suberate è ancora oggetto di ipotesi e di studio ed in aggiunta ai tre metodi principali di suberazione qui sopra illustrati, gli studiosi ne hanno identificati degli altri, di cui tuttavia non ne è stata al momento provata la credibilità.
Una volta prodotti i tondelli grezzi, gli stessi venivano spesso trattati con un acido (solitamente una soluzione di sale e acido tartarico) e ciò per varie motivazioni. Ad esempio, nel caso di leghe con ridotto contenuto d’argento l’operazione di “sbiancatura” aveva la funzione di eliminare una certa quantità di rame appena sotto la superficie del tondello e lasciare uno strato “spugnoso” di argento che poi veniva compresso con la battitura. Inoltre, l’utilizzo di acidi poteva servire anche ad eliminare dei frammenti di cenere o altri detriti derivanti dal processo di fusione.
Dopo aver passato in rassegna le principali tecniche di produzione dei tondelli nell’epoca antica, va infine ricordato che una fonte alternativa di approvvigionamento di tondelli era quella di riutilizzare una moneta già coniata. Peraltro, in questo modo, oltre ad evitare l’incombenza di dover preparare nuovi tondelli, era anche garantito il giusto peso se la moneta era del corretto titolo legale.
Se il processo di ribattitura funzionava correttamente, le impronte della precedente moneta venivano (più o meno) cancellate dalle nuove. Tuttavia, spesso e volentieri rimaneva qualche traccia della vecchia moneta, soprattutto nelle zone maggiormente in rilievo della nuova, vale a dire dove il conio presentava le cavità più profonde. Tali tracce sono molto utili agli studiosi in quanto consentono di determinare con maggiore precisione i rapporti cronologici delle serie.
Inoltre, come ricorda il Finetti, “in età classica talvolta si procedeva alla ribattitura di un tipo locale o forestiero mediante un punzone o un piccolo conio impresso al centro del pezzo […]. Talvolta le monete erano tagliate in vari settori oppure si staccava un dischetto dal centro e ciascuna parte marcata con il valore corrispondente”.
La tecnica di riutilizzare monete già coniate fu molto più comune di quanto in genere si suppone ed è una pratica che si è verificata anche in età più recenti. Ad esempio, si pensi ai 20 centesimi esagono del 1918 e del 1919.
____________________
[1] Hubert Zehnacher, Moneta-Recherches sur l’organitation et l’art des emissions monétaires de la Republique Romaine (289-31 av J.C.), Roma, 1973, pag. 38.
[2] Roberto Martucci, L’incisore di monete, Il Saggiatore, 2000, pag. 66.
[3] Secondo alcuni studiosi, questa tecnica non è stata utilizzata solo in Sicilia e in Magna Grecia, ma anche in Macedonia, Acarnania, Atene, Aspendos, Corinto e nelle monete in bronzo di Pirro. Cfr. François de Villenoisy, Congrès international de numismatique, Paris, 1900, pag. 60.
[4] George F. Hill, Ancient methods of coining, Numismatic Chronicle, 1922, pag. 9.
[5] Angelo Finetti, Numismatica e tecnologia, NIS, 1987, pag. 25.
[6] Angelo Finetti, Numismatica e tecnologia, NIS, 1987, pag. 26.
[7] George F. Hill, Ancient methods of coining, Numismatic Chronicle, 1922, pag. 13.
[8] Uno studio abbastanza recente ha rivelato la costante presenza di microglifi sulle superfici di ciascun taglio: ciò ha dimostrato che la dentellatura veniva eseguita sul tondello e quindi prima della coniazione (Cfr. S. Balbi De Caro – G. Devoto – G.M. Ingo – T. De Caro – G. Chiozzini, Nuovi dati sui denari serrati, Bollettino di Numismatica, 1999, 32-33, pagg. 105-128).
[9] Fiorenzo Catalli, Numismatica greca e romana, IPZS, 2003, pagg. 85-86.
[10] Angelo Finetti, Numismatica e tecnologia, NIS, 1987, pag. 46.
[11] William Campbell, in Greek and Roman plated Coins, “A.N.S. Notes and Monographs” n. 57, American Numismatic Society, New York, 1933.
[12] Ernesto Bernareggi, Nummi pelliculati in Rivista Italiana di Numismatica, vol. XIII, Serie quinta, LXVII 1965, pagg. 5-31.
[13] Laura Breglia, Numismatica antica, Feltrinelli, 1964, pag. 38.